HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 56
44
3 Ciclos de palpación para la verificación automática de htas.
3.2 Fijación aut
o
mática de los punt
o
s de r
ef
er
encia
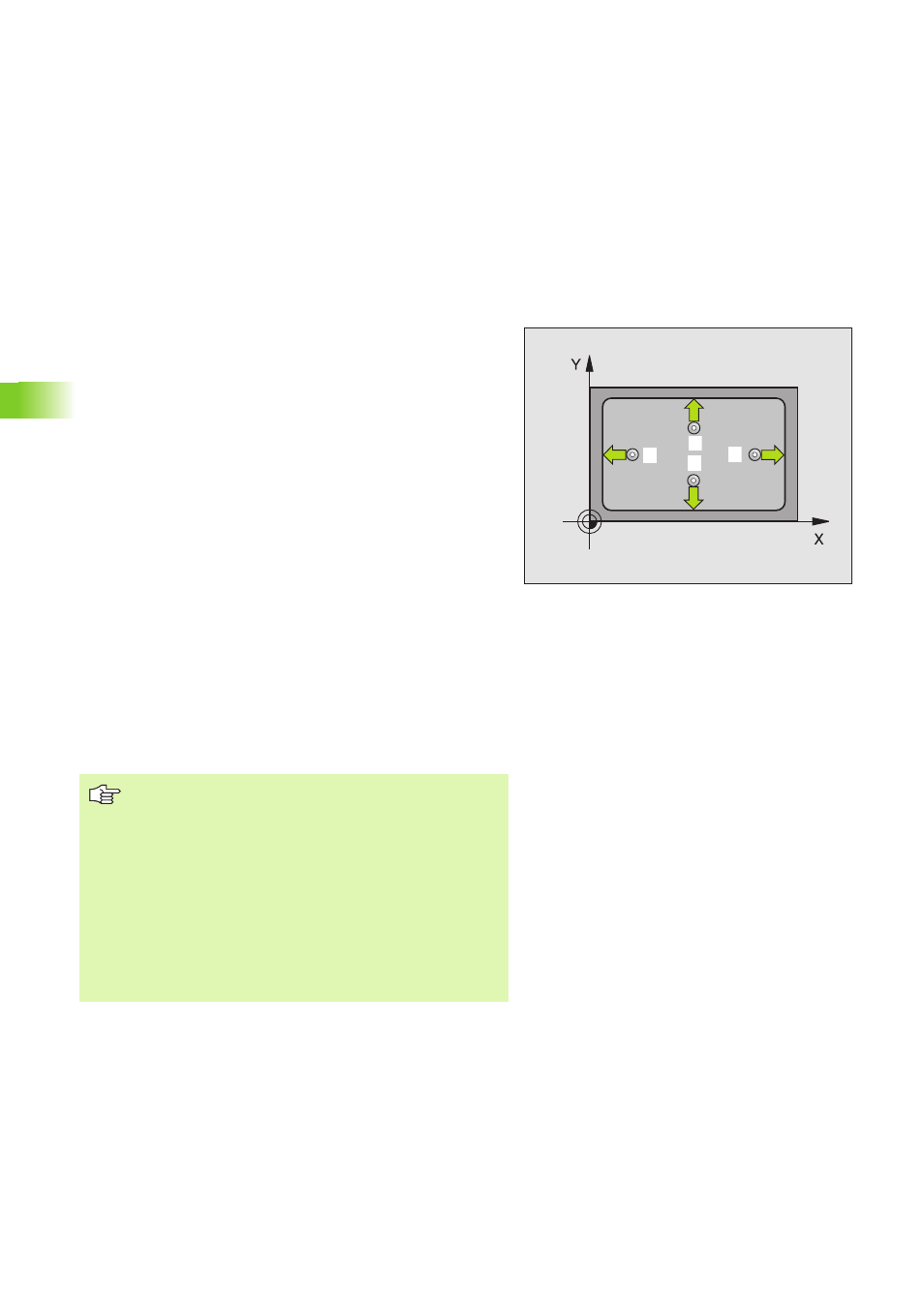
PUNTO DE REFERENCIA RECTANGULO
INTERIOR (ciclo de palpación 410, DIN/ISO:
G410)
Con el ciclo de palpación 410 se calcula el centro de una cajera rectan-
gular y se fija este punto central como punto de referencia. Si se
desea, el TNC también puede escribir el punto central en una tabla de
puntos cero.
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) al punto de palpación pro-
gramado
1
. El TNC calcula los puntos de palpación según las indi-
caciones en el ciclo y la distancia de seguridad indicada en MP6140
2
A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120 ó MP6360)
3
Después el palpador se desplaza o bien paralelo al eje a la altura de
la medición o bién de forma lineal a la altura de seguridad hacia el
siguiente punto de palpación
2
y realiza allí el segundo proceso de
palpación
4
El TNC posiciona el palpador al punto de palpación
3
y después al
punto de palpación
4
y allí realiza el tercer o cuarto proceso de pal-
pación
5
A continuación el TNC retira el palpador a la altura de seguridad y
fija el punto de referencia en el centro de la cajera o escribe las
coordenadas del centro de la cajera en la tabla de puntos cero
activada
Antes de la programación debe tenerse en cuenta
Para evitar una colisión entre el palpador y la pieza se pro-
graman la longitud del lado 1 y la longitud del lado 2 de la
cajera con valores menores a los estimados.
Cuando las dimensiones de la cajera y la distancia de segu-
ridad no permiten un posicionamiento previo en la proximi-
dad de los puntos de palpación, el TNC siempre palpa par-
tiendo del centro de la cajera. En este caso el palpador no
se desplaza a la altura de seguridad entre los cuatro puntos
de la medición.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
4
1
2
3