Visualización de los resultados de la medición – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 125
TNC 426, TNC 430 de HEIDENHAIN
113
4.1 Medición de he
rr
amie
ntas
con el palpador de mesa T
T
Con MP6507 se calcula el avance de palpación:
MP6507=0:
La tolerancia de medición permanece constante – independiente-
mente del radio de la herramienta. Cuando las htas. son demasiado
grandes debe reducirse el avance de palpación a cero. Este efecto se
percibe antes, cuanto menores sean la velocidad máxima (MP6570) y
la tolerancia admisible (MP6510) programadas.
MP6507=1:
La tolerancia de medición varía a medida que aumenta el radio de la
hta. De esta forma se asegura un avance de palpación suficiente para
radios de hta. muy grandes. El TNC modifica la tolerancia de medición
según la siguiente tabla:
MP6507=2:
El avance de palpación permanece constante, sin embargo el error de
medición aumenta de forma lineal a medida que aumenta el radio de
la hta.:
Tolerancia de medición = (r • MP6510)/ 5 mm) siendo
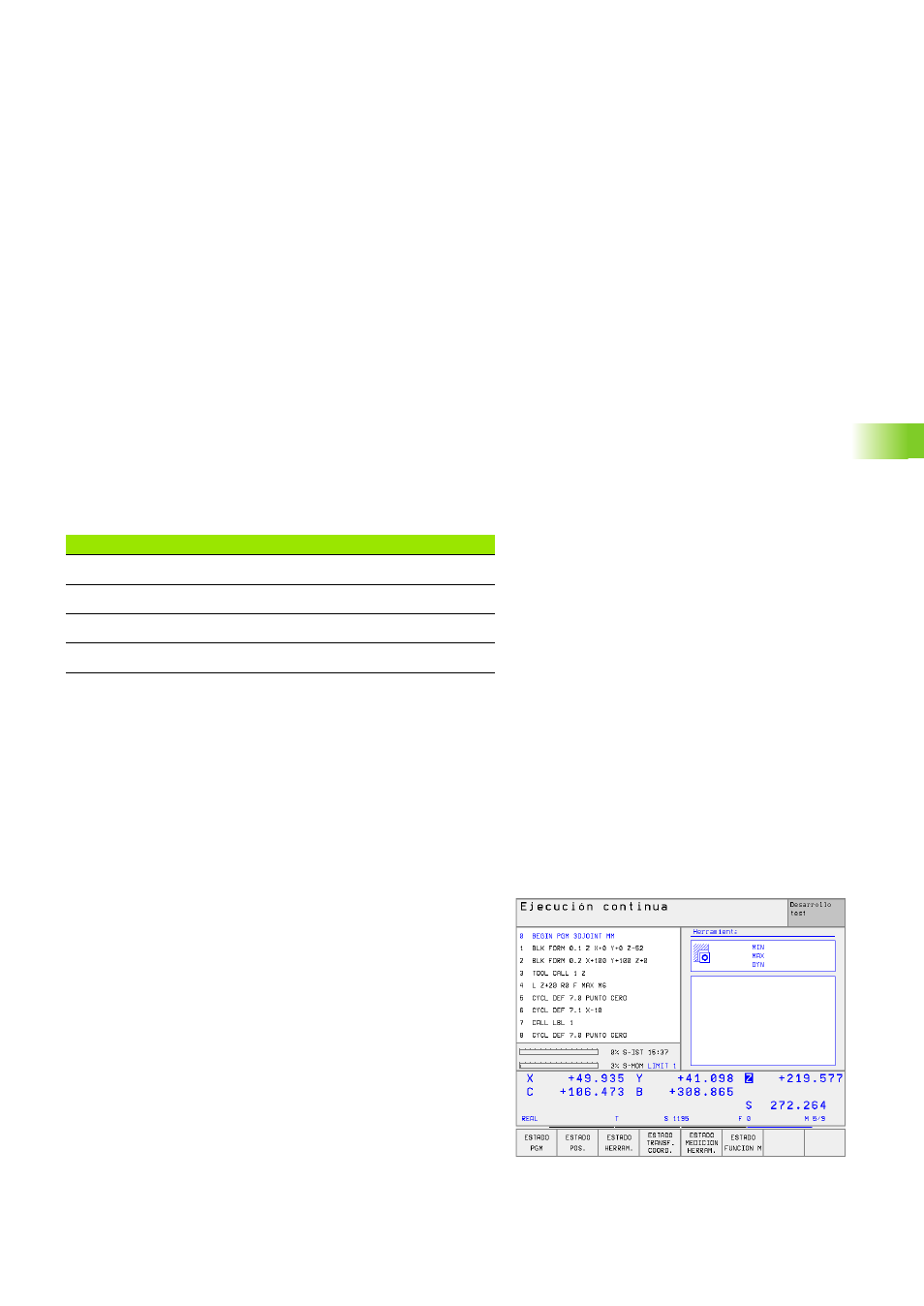
Visualización de los resultados de la medición
Con la softkey STATUS TOOL PROBE se pueden visualizar los resul-
tados de la medición de htas. en la visualización de estados adicional
(en los modos de funcionamiento Máquina). El TNC muestra a la
izquierda el programa y a la derecha los resultados de la medición. Los
valores de medición que sobrepasan la tolerancia de desgaste admisi-
ble, se caracterizan con valores „*“–, los que sobrepasan la tolerancia
de rotura admisible se caracterizan con una „B“.
Radio de la herramienta
Tolerancia de medición
hasta 30 mm
MP6510
30 hasta 60 mm
2 • MP6510
60 hasta 90 mm
3 • MP6510
90 hasta 120 mm
4 • MP6510
r
Radio activo de la hta. [mm]
MP6510
máximo error de medición admisible