Resultados de la medición en parámetros q, Estado de la medición, Supervisión de la tolerancia – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 84: 3 medición aut o mática de piezas
72
3 Ciclos de palpación para la verificación automática de htas.
3.3 Medición aut
o
mática de piezas
Resultados de la medición en parámetros Q
Los resultados de la medición del ciclo de palpación correspondiente
los determina el TNC en los parámetros que actúan de forma global
Q150 a Q160. Las desviaciones del valor nominal están memorizadas
en los parámetros Q161 a Q166. Deberá tenerse en cuenta la tabla de
los parámetros de resultados, que aparece en cada descripción del
ciclo.
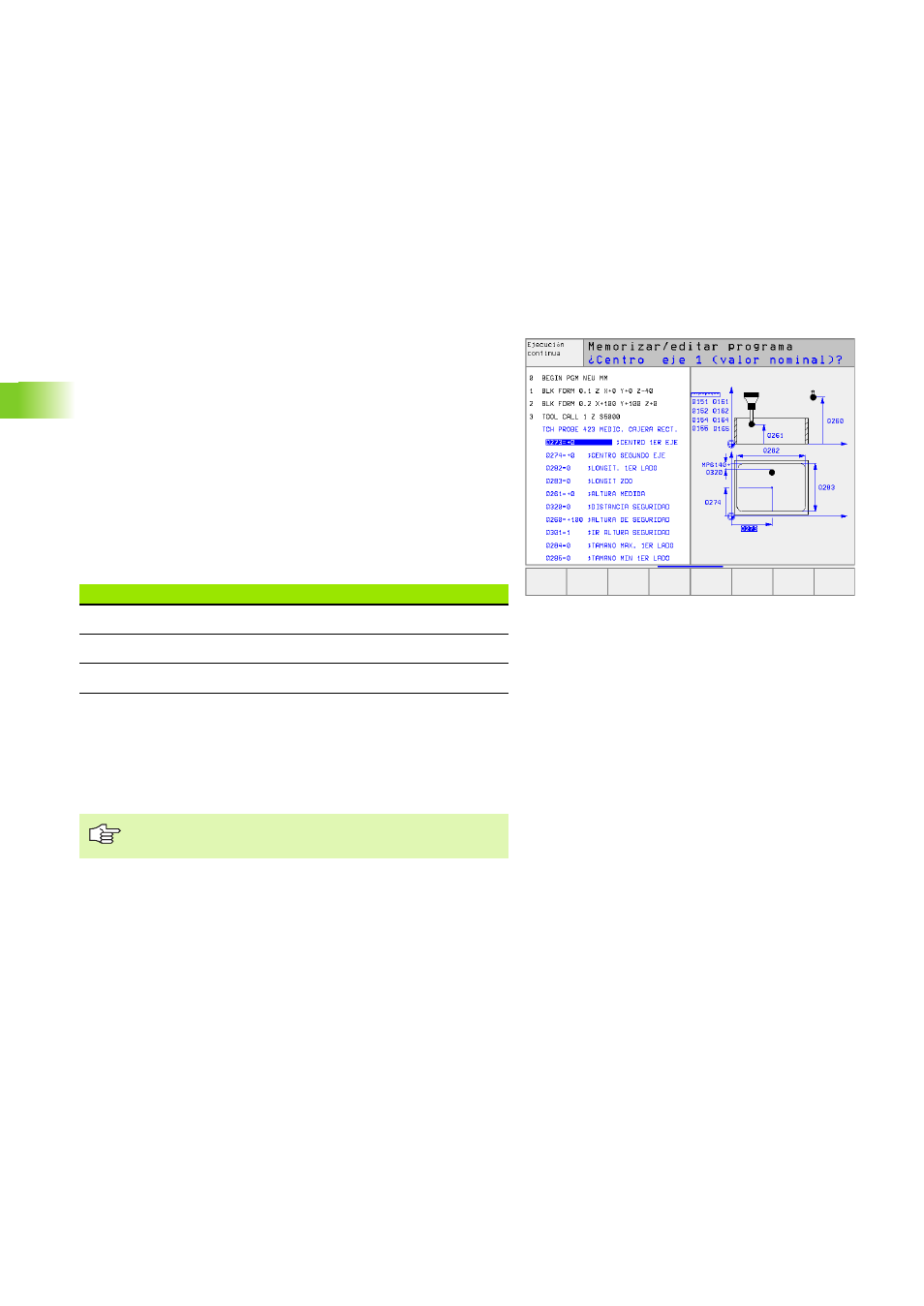
Además el TNC visualiza en la figura auxiliar de la definición del ciclo
correspondiente, los parámetros con los resultados (véase fig. arriba
dcha.).
Estado de la medición
En algunos ciclos se puede ver el estado de la medición mediante los
parámetros Q180 a Q182 que actúan de forma global:
Cuando uno de los valores de la medición está fuera de la tolerancia,
el TNC fija las marcas de mecanizado posterior o de rechazo. Para
determinar qué resultado de la medición está fuera de la tolerancia,
deberá tenerse en cuenta además el fichero de mediciones o compro-
bar los valores límite de los resultados de la medición correspondien-
tes.
Supervisión de la tolerancia
En la mayoría de los ciclos para la comprobación de piezas el TNC
puede realizar una supervisión de la tolerancia. Para ello deberán defi-
nirse los valores límite precisos en la definición del ciclo. Si no se
desea realizar ninguna supervisión de la tolerancia, se fija este paráme-
tro a 0 (= valor predeterminado)
Estado de la medición
Valor del parámetro
Valores de medición dentro de la tolerancia
Q180 = 1
Se precisa mecanizar de nuevo
Q181 = 1
Rechazada
Q182 = 1
El TNC fija las marcas de estados incluso cuando no se
introduce ninguna tolerancia o cota máxima/mínima.