HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 81
81
Ciclos de taladrado
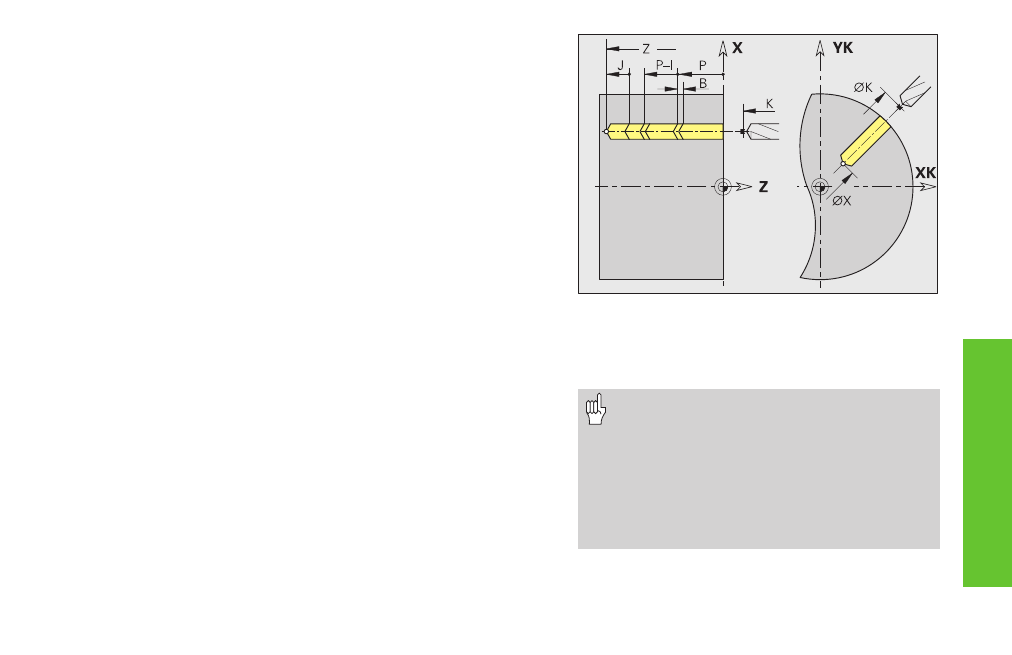
Taladrado en profundidad G74
G74 realiza taladros axiales y radiales con herramientas fijas o
motorizadas. El taladro se realiza en varios niveles.
El ciclo se utiliza para:
■
Taladro individual sin descripción del contorno
■
Taladro con descr del contorno (taladro individual o modelo de taladros)
Parámetros
NS:
Número de frase del contorno del taladro (G49-, G300- o G310-
Geo) – sin introducción: Taladro individual sin descripción del
contorno
X, Z: Posición, longitud – punto final de taladros axiales, radiales (X
medida del diámetro)
P:
1ª profundidad de taladro
I:
Valor de reducción – por defecto: 0
B:
Distancia de retroceso – por defecto: Retroceso al “punto inicial
del taladro“
J:
profundidad de taladrado mínima – por defecto: 1/10 de P
E:
Tiempo de espera (para el tallado libre en la base del taladro) – por
defecto: 0
V:
Reducción del avance (50%) – por defecto: 0
■
V=0 o 2: Reducción del avance al principio
■
V=1 o 3: Reducción del avance al principio y al final
■
V=4: Reducción del avance al final
■
V=5: sin reducción del avance
Excepción cuando V=0 y V=1: sin reducción del avance en el
taladrado inicial en taladros de placas reversibles y taladros en
espiral con un ángulo de taladrado de 180º
D:
Velocidad de retroceso y aprox. dentro del taladro – por defecto: 0
■
D=0: marcha rápida
■
D=1: avance
K:
Plano de retroceso (taladros radiales: medida
del diámetro) - sin introducción: la hta. se
desplaza a la posición de partida o bien a la
distancia de seguridad
• Taladro individual sin descrpción del contorno:
programar alternativam. “X o Z“.
• Taladro con descipción del contorno: “X, Z“
no se programan.
• Modelo de taladros: “NS“ indica el contorno del
taladro (no la definición del modelo).
• La “reducción del avance al final“ sólo se
realiza en el último nivel del taladro.