HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 69
69
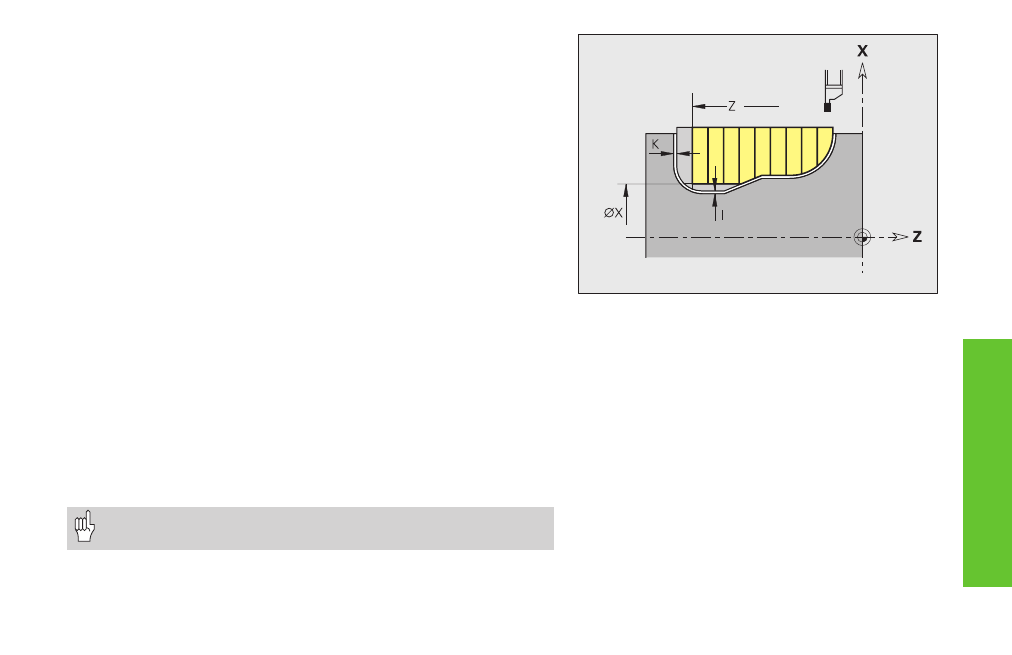
Profundización (penetración) G860
G860 mecaniza (profundiza) axial/radialmente el margen del contorno
descrito mediante “NS, NE“.
Parámetros
NS, NE: números de frase inicial y final (referencia a la sección del
contorno o NS = referencia a una profundizacion descrita con
G22/G23-Geo)
I, K:
Sobremedidas (medida del diámetro I) – por defecto: 0
Q:
Desarrollo – por defecto: 0
■
Q=0: desbaste y acabado
■
Q=1: sólo desbaste
■
Q=2: sólo acabado
X/Z:
limitación del corte (medida del diámetro X)
V:
Identificación bisel/redondeo al inicio/final de la sección del
contorno – por defecto: 0
se mecaniza el bisel/redondeo:
■
V=0: al inicio y al final
■
V=1: al inicio
■
V=2: al final
■
V=3: no se mecaniza
E:
Avance de acabado – sin introducción: avance activado
H:
Tipo de desplazamiento libre al final del ciclo – por defecto: 0
■
H=0: regreso al punto de partida (profundización axial: primero
en direccion Z- después en dirección X; profundización radial:
primero en direccion X- después en dirección Z)
■
H=1: posiciona delante del contorno acabado
■
H=2: se eleva a la distancia de seguridad y se detiene
• Corrección del radio de la cuchilla: se realiza
• Sobremedidas (G57/G58): se tienen en cuenta
Ciclcos de torneado
referidos al contorno