HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 47
47
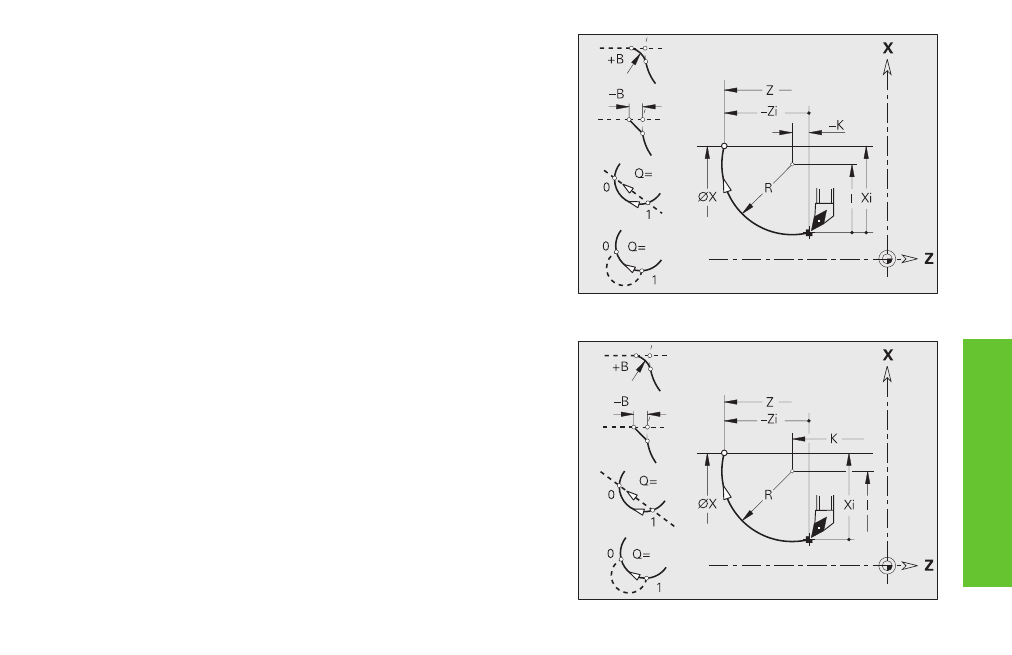
Movimiento circular
G2, G3 – acotación incremental del punto central, G12, G13 –
acotación absoluta del punto central
La herramienta se desplza según un círculo y con un avance al “punto
final“. La dirección de giro de G2, G3 o bien G12, G13 se obtiene de la
figura auxiliar.
El avance especial programado es válido para el bisel/redondeo.
Parámetros
X, Z: Diámetro, longitud punto final (medida del diámetro X)
R:
Radio (0 < R
200 000 mm)
Q:
Elección del punto de corte – por defecto: Q=0
■
Q=0: pto. de corte alejado
■
Q=1: pto. de corte cercano
B:
Bisel/redondeo
■
B sin introducción: transición tangente
■
B=0: sin transición tangente
■
B>0: radio de redondeo
■
B<0: anchura de bisel
E:
Factor de avance especial (0 < E
1) – por defecto: 1
(avance especial = avance activado * E)
con G2, G3:
I, K:
Punto central incremental (distancia entre el punto de partida y el
punto central; I cota del radio)
con G12, G13:
I, K:
Punto central absoluto (medida del radio I)
Ejemplo: Movimiento circular G2
Ejemplo: Movimiento circular G12
Movimientos lineales y
circulares senillos