HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 57
57
Herramienta, correcciones
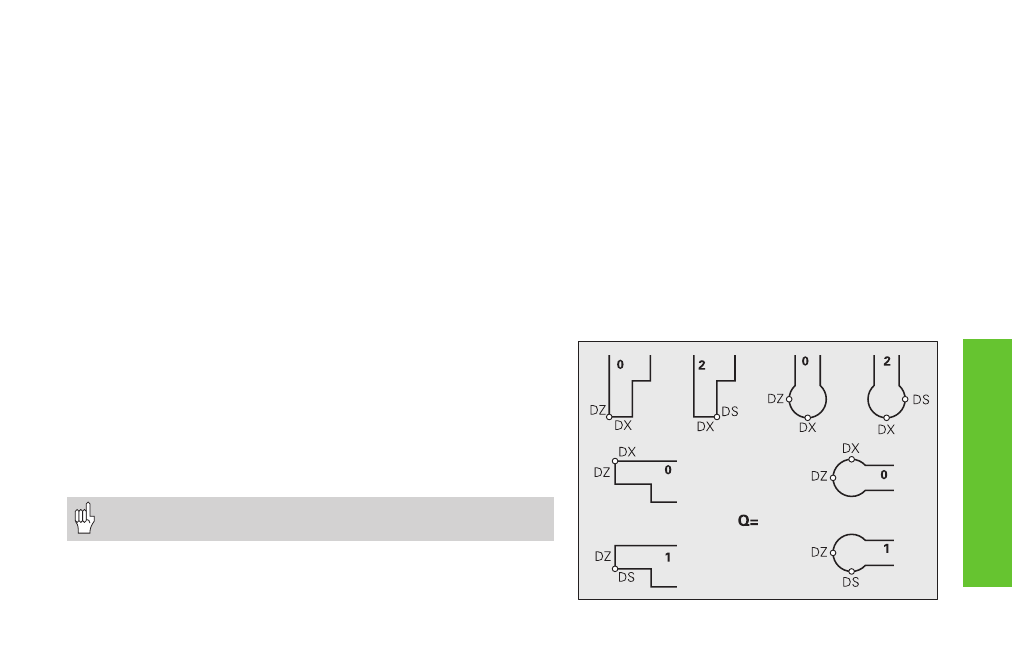
(Cambio de la) Corrección del filo G148
“O“ define las correcciones de desgaste a realizar. DX, DZ están
activadas al inicio del programa y después de un comando T.
Parámetros
O:
Selección – por defecto: 0
■
O=0: DX, DZ activo – DS inactivo
■
O=1: DS, DZ activo – DX inactivo
■
O=2: DX, DS activo – DZ inactivo
Los ciclos de profundización G860, G866 tienen en cuenta
automáticamente la corrección de desgaste “correcta“.
Llamada a la herramienta T
A “T“ le sigue el número WAPP. Se puede programar directamente el
número T o se puede seleccionar de la lista de herramientas (se
conmuta con la tecla de “continuación“).
Número WAPP:
W: Número del soporte de herramienta
A: Número del grupo de recepción
PP: Número de posición en el soporte de herramientas
Cuando se trabaja con multiherramientas, se programan
“T PP.S“ o bien “T WAPP.S“ (S=Número de la cuchilla secundaria).