HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 63
63
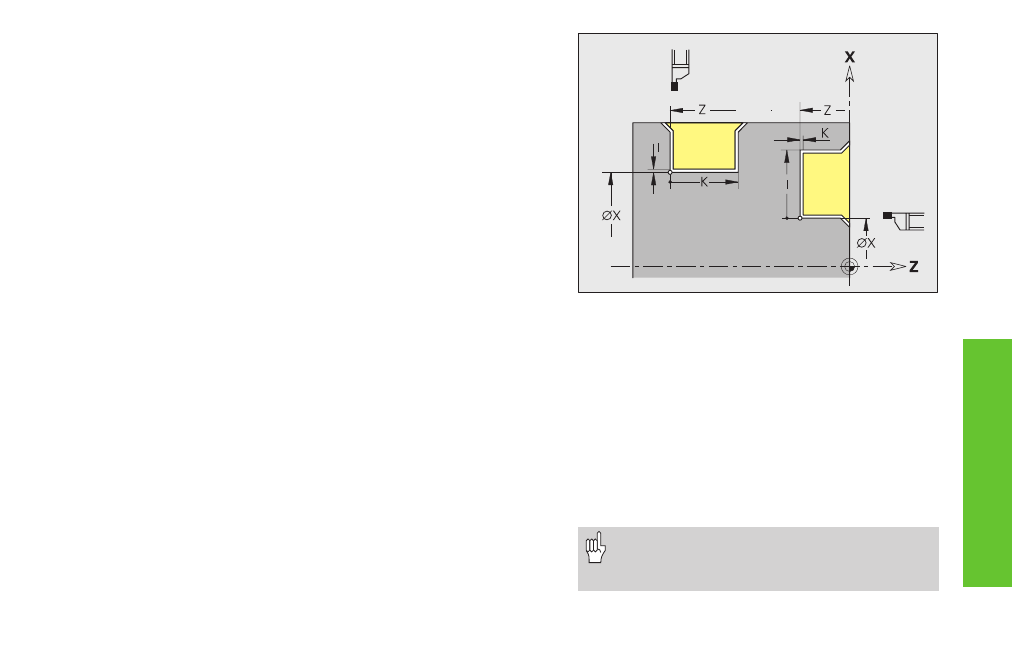
Profundización G86
G86 realiza una penetración simple radial y axial con bisel. El CNC PILOT
calcula la pen. radial/axial o interior/exterior según parám. “posición hta“.
Cuando se programa una sobremedida, primero se realiza una
profundización previa teniendo en cuenta la sobremedida y a
continuación la profundización final (acabado).
G86 realiza biseles a los lados de la profundización. Si no se desean biseles,
deberá posicionarse suficientemente la herramienta antes de la profundización.
Cálculo de la posición de arranque XS (medida del diámetro):
XS = XK + 2 * (1,3 – b)
XK: Diámetro del contorno
b:
Anchura del bisel
Posición de la herramienta al final del ciclo:
■
prof. radial: X – pos. arranque; Z – última pos. de prof.
■
prof. axial: X – última pos. de prof.; Z – pos. de arranque
Parámetros
X, Z: Punto de la esquina en la base (X medida del diámetro)
profundización radial:
I:
Sobremedida
■
I>0: Sobremedida (profundización previa y acabado)
■
I=0: Sin acabado
K:
Anchura de profundización – sin introducción: se produce una
profundización (anchura de prof.= anchura de la hta.)
Ciclos de torneado simples
profundización axial:
I:
Anchura de prof. – sin introducción: se produce
una prof. (anchura prof. = anchura hta.)
K:
Sobremedida
■
K>0: Sobremedida (prof. previa y acabado)
■
K=0: Sin acabado
E
Tiempo de permanencia o espera (tiempo de
corte libre) – por defecto: duración de una
vuelta
■
con sobrem. de acabado: sólo en el acabado
■
sin sobremedida de acabado: en cada prof.
• La corrección del radio del filo de la
cuchilla: no se realiza
• Sobremedidas: no se calculan