HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 56
56
Sobremedida, distancias de
seguridad
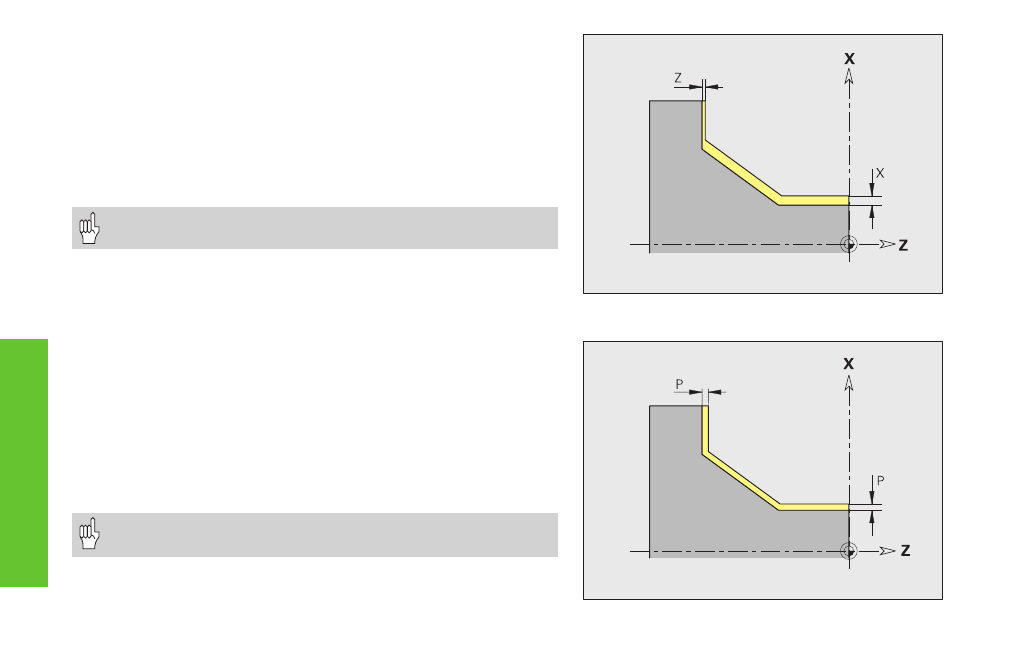
Sobremedida paralela al contorno (equidistante) G58
G58 define una sobremedida paralela al contorno. G890 permite una
sobremedida negativa. G58 se programa antes del ciclo.
Las sobremedidas se borran después de
■
de ejecutarse los ciclos: G810, G820, G830, G835, G860, G869, G890
■
no se borran con: G81, G82, G83
Parámetros
P:
Sobremedida
Si la sobremedida se ha programado con G58 y en el ciclo, se
utiliza la sobremedida del ciclo.
Sobremedida paralela al eje G57
G57 define sobremedidas diferentes para X y Z. G57 se programa antes
del ciclo.
Las sobremedidas se borran después de
■
ejecutarse los ciclos: G810, G820, G830, G835, G860, G869, G890
■
no se borran con: G81, G82, G83
Parámetros
X, Z: Sobremedida (X medida del diámetro)
Cuando se programan sobremedidas con G57 y en el ciclo, se
utilizan las sobremedidas del ciclo.