HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 60
60
Ciclos de torneado simples
Ciclo de repetición del contorno G83
G83 ejecuta varias veces las funciones programadas en las frases
siguientes (ciclos o recorridos simples sin descripción del contorno). G80
finaliza el ciclo de mecanizado.
Si se precisan varias aproximaciones diferentes en la dirección X y Z,
primero se trabaja en ambas direcciones con los valores programados.
Cuando se alcanza el valor límite en una dirección la aproximación se fija
a cero.
Indicaciones sobre la programación de G83
■
se encuentra solo en la frase
■
no se puede programar con variables K
■
no se puede imbricar tampoco mediante la llamada a
subprogramas.
Posición de la herramienta al final del ciclo: punto de partida del ciclo.
Parámetros
X/Z:
Punto de destino del contorno (X medida del diámetro) – sin
introducción: Se acepta la última coordenada X/Z.
I/K:
Aproximación máxima (I: medida del radio) – por defecto: 0
• La corrección del radio del filo de la cuchilla: no se realiza – la
SRK se puede programar por separado con G40..G42.
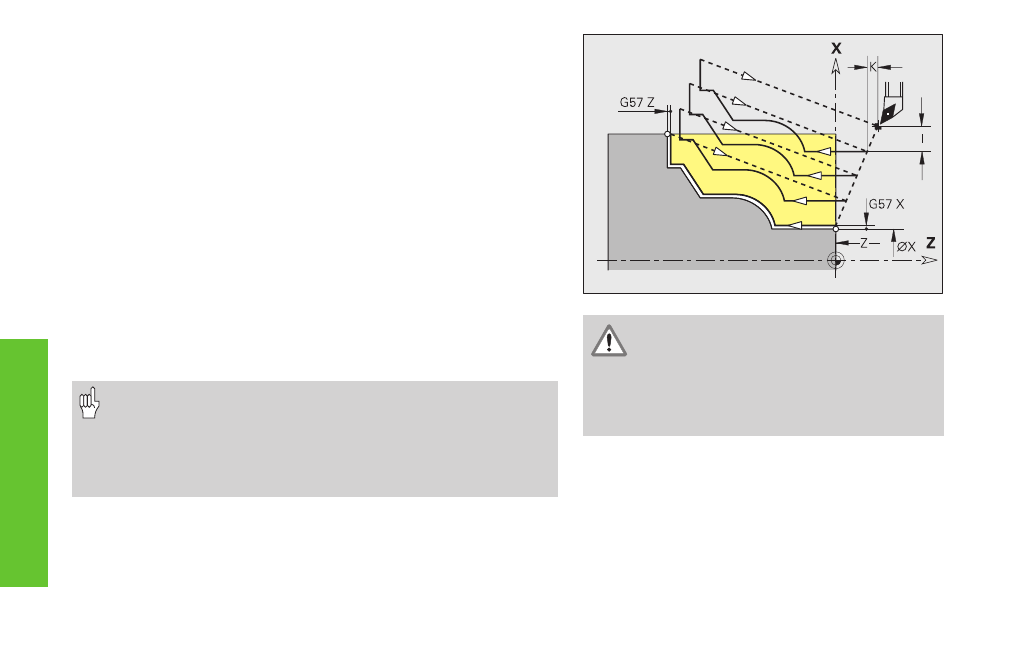
• Sobremedidas: Se calculan las sobremedidas G57; cuando se
trabaja con SRK se tienen en cuenta las sobremedidas de G58. Las
sobremed. permanecen activadas después del final del ciclo.
• Distancia de seguridad después de cada corte: 1 mm.
¡ Atención peligro de colisión !
Después de un corte la herramienta retrocede
en diagonal, para la aproximación al siguiente
corte. Para evitar colisiones si es preciso
deberá programarse un recorrido adicional en
marcha rápida.