HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 59
59
Ciclos de torneado simples
Torneado longitudinal simple G81
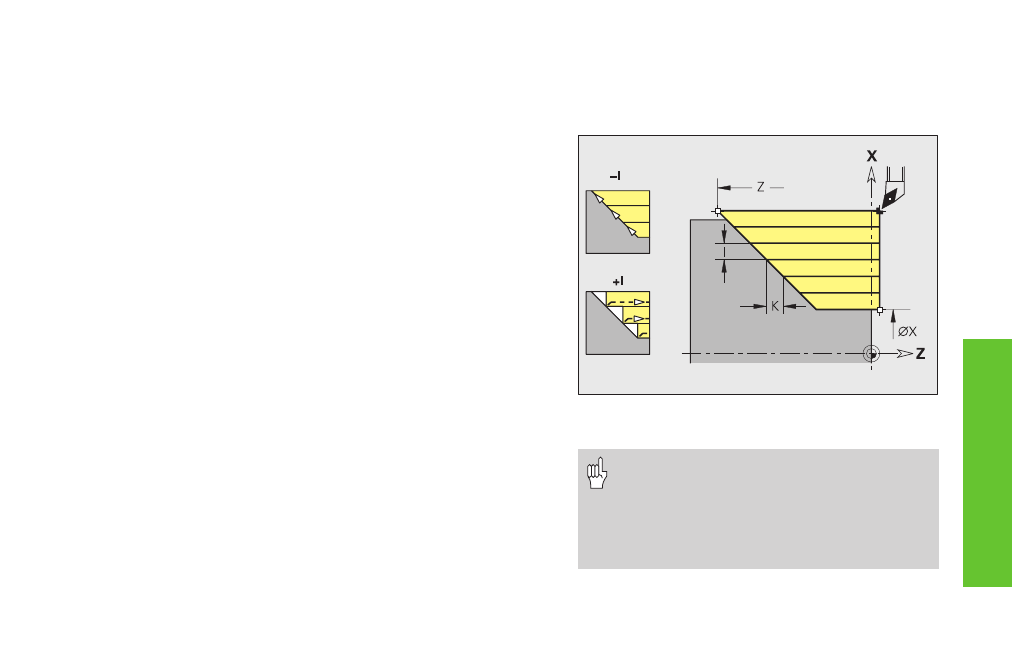
Torneado transversal simple G82
G81/G82 mecanizan (desbastan) el margen del contornor descrito
mediante la posición actual de la herramienta y “X, Z“. Para una
inclinación se define el ángulo con I y K.
Al final del ciclo la herramienta se encuentra sobre:
■
G81: X – última coordenada de elevación; Z – punto de partida del ciclo
■
G82: X – punto de partida del ciclo; Z – última coordenada de elevación
Parámetros
X/Z:
Punto de destino del contorno ( X medida del diámetro)
Q:
Función G Aproximación – por defecto: 0
■
0: Aproximación con G0 (marcha rápida)
■
1: Aproximación con G1 (avance)
G81:
I:
Aproximación máxima en dirección X
■
I<0: Con repaso del contorno
■
I>0: Sin repaso del contorno
K:
Desviación en dirección Z – por defecto: 0
G82:
I:
Desviación en dirección X – por defecto: 0
K:
Aproximación máxima en dirección Z
■
K<0: Con repaso del contorno
■
K>0: Sin repaso del contorno
Torneado longitudinal simple G81
Final del ciclo G80
G80 finaliza los ciclos de mecanizado.
• La corrección del radio del filo de la
cuchilla no se realiza
• Sobremedidas (G57):se calculan y siguen
activadas después de finalizar el ciclo
• Distancia de seguridad después de cada
corte: 1 mm.