HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 67
67
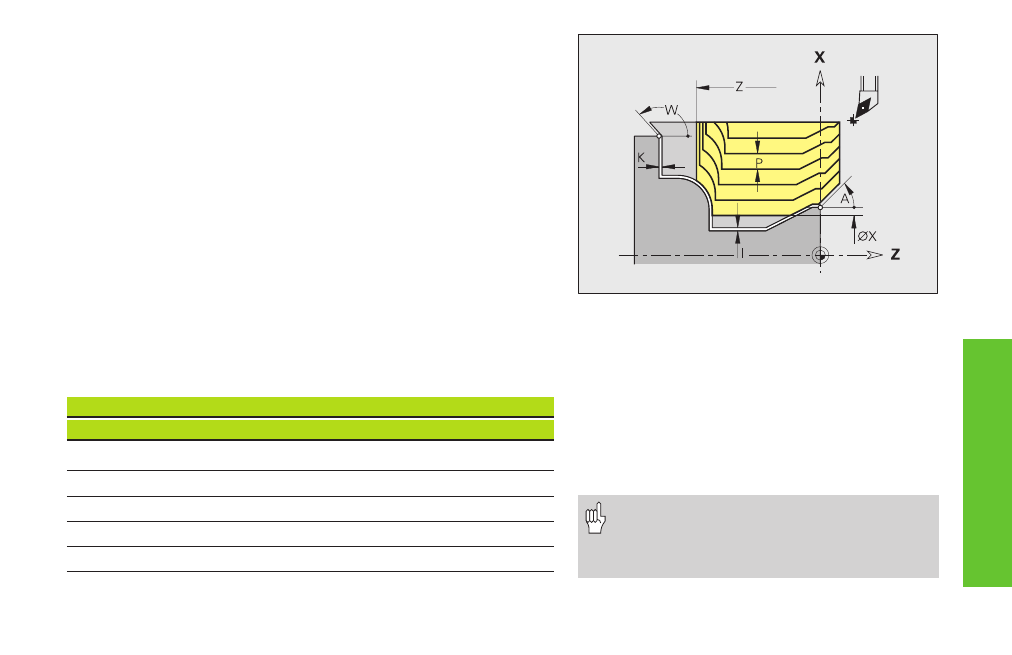
Desbaste paralelo al contorno G830
G830 mecaniza (desbasta ) de forma paralela al contorno el margen
descrito mediante “NS, NE“.
Parámetros
NS, NE: números de frase inicial y final (referencia a la sección del
contorno)
P:
paso de aproximación máximo
I, K:
sobremedidas (medida del diámetro I) – por defecto: 0
X/Z:
limitacion del corte (medida del diámetro X)
A, W: Ángulo de entrada, ángulo de salida (ref.: eje Z)
■
Ángulo de entrada– por defecto: 0°/180° (paralelo al eje Z)
■
Ángulo de salida – por defecto: 90°/270° (perpendicular al eje Z)
Q:
Tipo de desplazamiento libre al final del ciclo – por defecto: 0
■
Q=0: regreso al punto de partida (primero en la dirección X,
después en la dirección Z)
■
Q=1: se posiciona delante del contorno acabado
■
Q=2: se eleva a la distancia de seguridad y se detiene
Ciclos de torneado referidos al
contorno
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
“•“: omitir elementos
V:
Ident.bisel/redondeo al inicio/final de la sección del
cont.– por defecto: 0; no se mec. el bisel/red.:
■
V=0: al inicio y al final
■
V=1: al inicio
■
V=2: al final
■
V=3: no se mecaniza
■
V=4: sólo se mec.el bisel/redondeo – no el
elem. básico (cond.: sección del cont. comp. de
un elem. del contorno)
D:
Omitir elem. (influye en el mecan. de tallados y
giros libres: véase la tabla) – por defecto: 0
• Corrección del radio de la cuchilla: se
realiza
• Sobremedidas (G57/G58): se tienen en
cuenta