HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 65
65
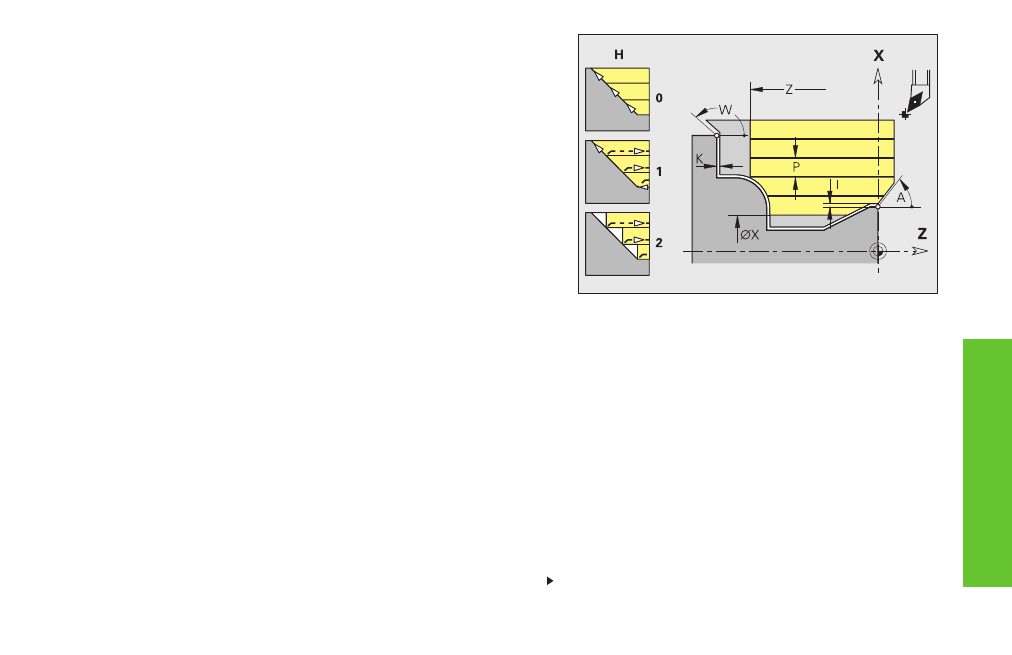
Desbaste longitudinal G810 / desbaste transversal G820
G810/G820 mecaniza (desbasta) el margen del contorno definido
mediante “NS, NE“.
Parámetros
NS, NE: números de frase inicial y final (referencia a la sección del
contorno)
P:
paso de aproximación máximo
I, K:
sobremedidas (I medida del diámetro) – por defecto: 0
E:
Comportamiento de profundización
■
E=0: los contornos descendentes no se mecanizan
■
E>0: avance de profundización
■
si no se programa: el avance se reduce en relación al ángulo de
profundización – máximo un 50%
X/Z:
Limitación del corte (medidadel diámetro X)
H:
Tipo de salida – por defecto: 0
■
H=0: mecaniza tras cada corte a lo largo del contorno
■
H=1: se eleva según un ángulo de 45°; suavización del contorno
tras el último corte
■
H=2: se eleva según un áng. 45°– sin suavización del cont. (ref.: eje Z)
■
G810 – por defecto: 0°/180° (paralelo al eje Z)
■
G820 – por defecto: 90°/270° (perpendicular al eje Z)
W:
Ángulo de salida (ref.: eje Z)
■
G810 – por defecto: 90°/270° (perpendicular al eje Z)
■
G820 – por defecto: 0°/180° (paralelo al eje Z)
Q:
Tipo de libre desplazamiento al final del ciclo – por defecto: 0
■
Q=0: regreso al punto de partida (G810: primero dirección X-
después Z; G820: primero dirección Z- después X)
■
Q=1: se posiciona delante del contorno acabado
■
Q=2: se eleva a la distancia de seguridad y se detiene
Desbaste longitudinal del contorno G810
Continuación en la página siguiente
Ciclos de torneado referidos al
contorno