HEIDENHAIN CNC Pilot 4290 Pilot Manual del usuario
Página 68
68
Ciclos de torneado referidos
al contorno
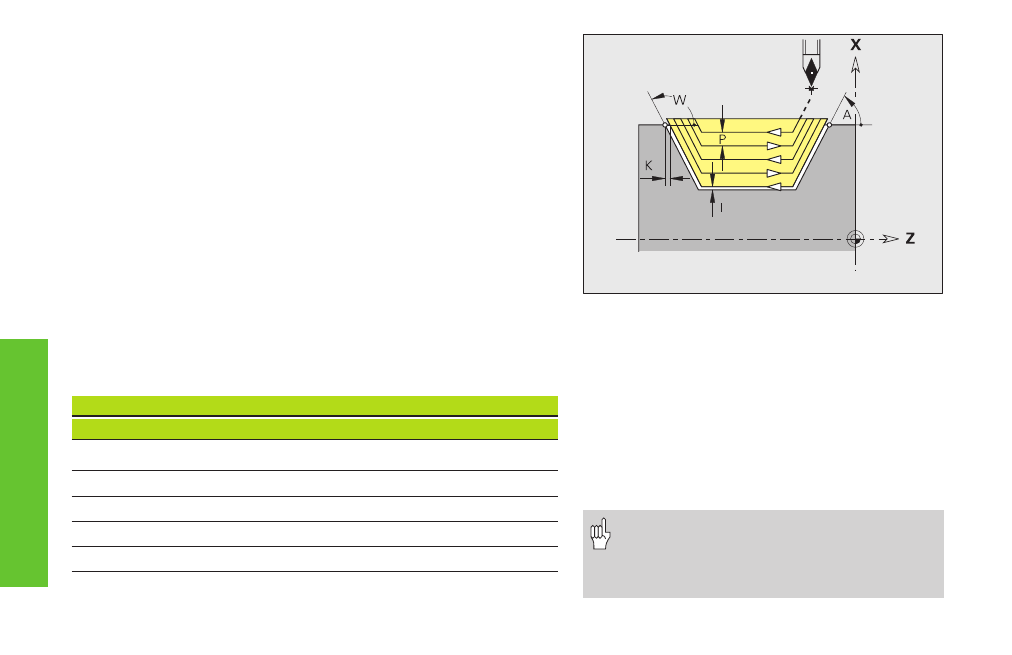
Paralelo al contorno con hta. neutral G835
G835 mecaniza (desbasta) de forma paralela al contorno el margen
descrito mediante “NS, NE".
Parámetros
NS, NE: números de frase inicial y final (referencia a la sección del
contorno)
P:
paso de aproximación máximo
I, K:
Sobremedidas (medida del diámetro I) – por defecto: 0
X/Z:
limitación del corte (medida bdel diámetro X)
A, W: Ángulo de entrada, ángulo de salida (ref.: eje Z)
■
Ángulo de entrada – por defecto: 0°/180° (paralelo al eje Z)
■
Ángulo de salida – por defecto: 90°/270° (perpendicular al eje Z)
Q:
Tipo de desplazamiento libre al final del ciclo – por defecto: 0
■
Q=0: regreso al punto de partida (primero en la dirección X,
después en la dirección Z)
■
Q=1: se posiciona delante del contorno acabado
■
Q=2: se eleva a la distancia de seguridad y se detiene
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
“•“: omitir elementos
V:
Identificación bisel¨/redondeo al inicio/final de la
sección del contorno – por defecto: 0
El bisel/redondeo se mecaniza:
■
V=0: al inicio y al final
■
V=1: al inicio
■
V=2: al final
■
V=3: no se mecaniza
■
V=4: sólo se mec.el bisel/redondeo – no el
elem. básico (cond.: sección del cont. comp. de
un elem. del contorno)
D:
Omitir elem. (influye en el mecan. de tallados y
giros libres: véase la tabla) – por defecto: 0
• Corrección del radio de la cuchilla: se
realiza
• Sobremedidas (G57/G58): se tienen en
cuenta