Introducción, Ver "compensar la posición inclinada de la – HEIDENHAIN TNC 640 (34059x-02) Manual del usuario
Página 531
Compensar la posición inclinada de la herramienta con palpador
3D
15.8
15
TNC 640 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 12/2013
531
15.8
Compensar la posición inclinada de la
herramienta con palpador 3D
Introducción
HEIDENHAIN solo garantiza la función de los ciclos
de palpación si se utilizan sistemas de palpación de
HEIDENHAIN.
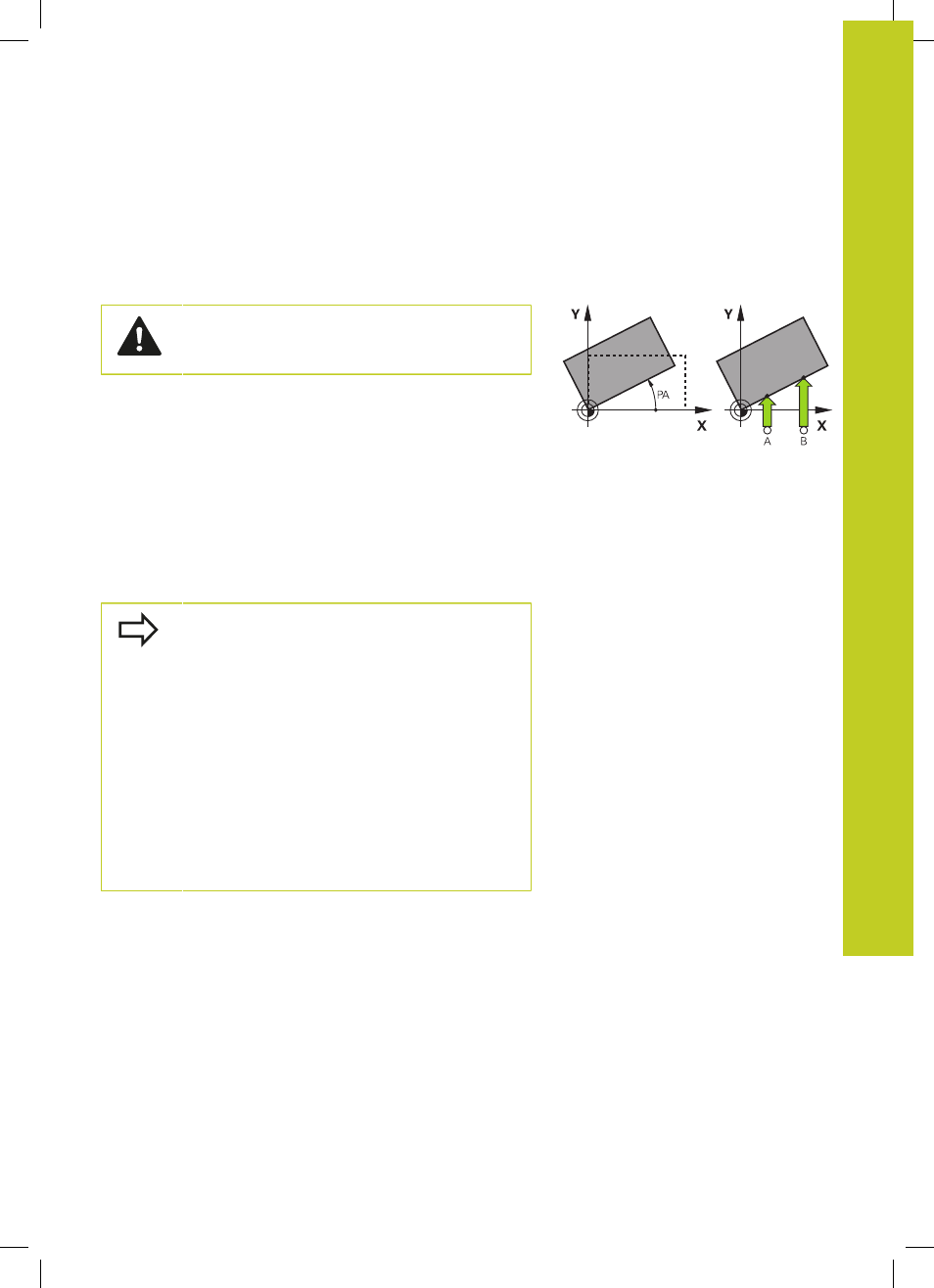
El TNC compensa una inclinación de la pieza mediante el "Giro
básico".
Para ello el TNC fija el ángulo de giro sobre el ángulo que forma una
superficie de la pieza con el eje de referencia angular del plano de
mecanizado. Véase figura de la derecha.
El TNC registra el giro básico, en función del eje de herramienta, en
la columna SPA, SPB o SPC de la tabla de preset.
Para determinar el giro básico palpe dos puntos en una superficie
lateral de su herramienta. El orden secuencial con el que se
realiza la palpación de los puntos es indiferente. También puede
determinar el giro básico mediante taladros o vástagos.
Seleccionar siempre la dirección de palpación para
medir la inclinación de la pieza perpendicular al eje de
referencia angular.
Para calcular correctamente el giro básico en la
ejecución del programa, deberán programarse ambas
coordenadas del plano de mecanizado en la primera
frase de desplazamiento.
También puede utilizar un giro básico en combinación
con la función PLANE. En ese caso, debe activar
en primer lugar el giro básico y, a continuación, la
función PLANE.
También se puede activar un giro básico sin palpar
una herramienta. Para ello, introduzca un valor en el
menú de giro básico y pulse la Softkey FIJAR GIRO
BÁSICO.