3 medir aut omáticament e las piezas – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 96
84
3 Ciclos de palpación para control automático de la pieza
3.3 Medir aut
omáticament
e las piezas
U
U
U
U
Centro 1er eje
Q273 (valor absoluto): centro de la
cajera en el eje principal del plano de mecanizado
U
U
U
U
Centro 2º eje
Q274 (valor absoluto): Centro de la
cajera en el eje transversal del plano de mecanizado
U
U
U
U
1ª lado
Q282: longitud de la cajera paralela al eje
principal del plano de mecanizado
U
U
U
U
2º lado
Q283: longitud de la cajera paralela al eje
transversal del plano de mecanizado
U
U
U
U
Altura de medición en el eje de palpación
Q261
(absoluto): coordenada del centro de la bola (=punto
de contacto) en el eje de palpación en el que tiene que
tener lugar la medición
U
U
U
U
Distancia de seguridad
Q320 (incremental):
distancia adicional entre el punto de medida y la bola
de palpación. Q320 se suma al valor del MP6140
U
U
U
U
Altura de seguridad
Q260 (valor absoluto):
coordenada en el eje de palpación sobre la cual no se
produce ninguna colisión entre el palpador y la pieza
(medio de sujeción)
U
U
U
U
Desplazar a altura segura
Q301: Determinar el
desplazamiento del palpador entre los puntos de
medición:
0: desplazar entre puntos de medición a la altura de
medición
1: desplazar entre puntos de medida a altura segura
U
U
U
U
Medida máxima del 1er lado
Q284: longitud máxima
admisible de la cajera
U
U
U
U
Medida mínima del 1er lado
Q285: longitud mínima
admisible de la cajera
U
U
U
U
Medida máxima del 2º lado
Q286: anchura máxima
admisible de la cajera
U
U
U
U
Medida mínima del 2º lado
Q287: Anchura mínima
admisible de la cajera
U
U
U
U
Valor de tolerancia del centro del 1er eje
Q279:
desviación de posición admisible en el eje principal
del plano de mecanizado
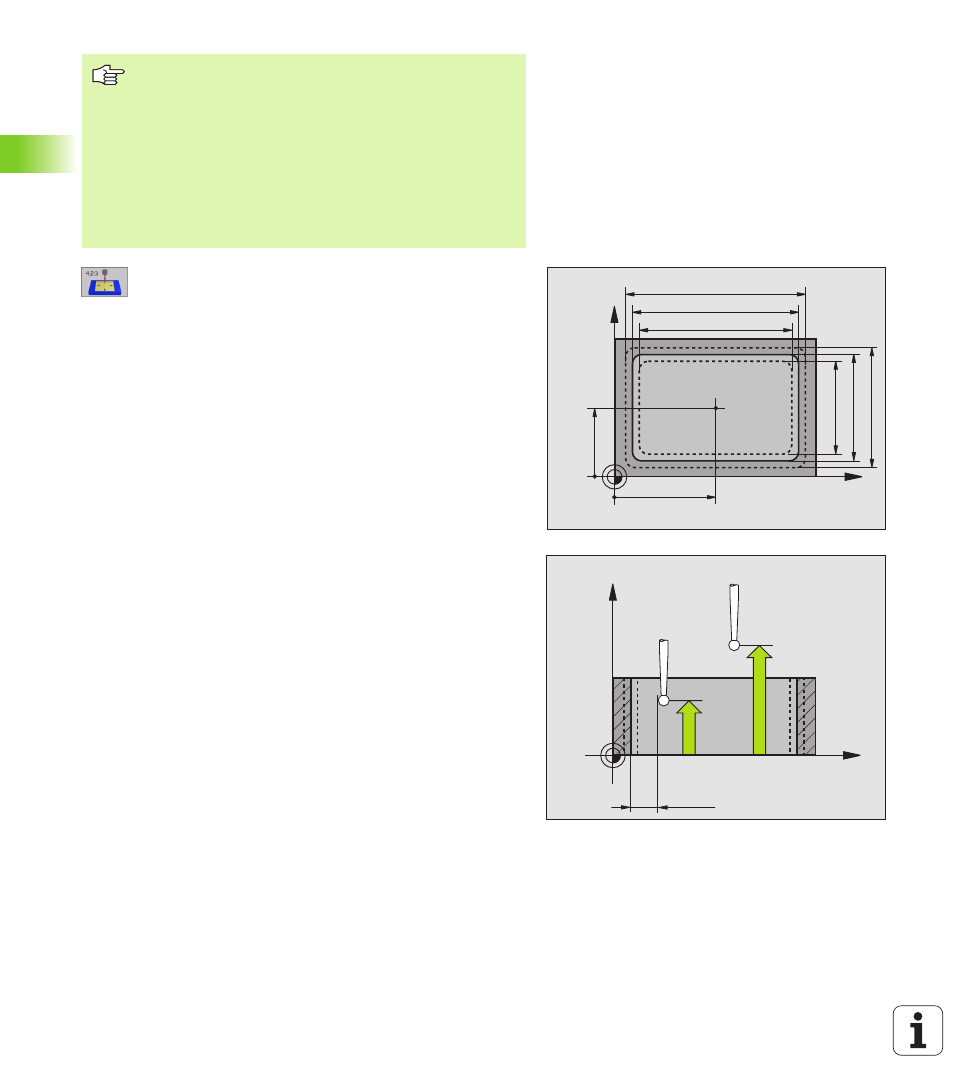
Antes de la programación debe tenerse en cuenta
Antes de la definición del ciclo deberá programarse una
llamada a la herramienta para la definición del eje del
palpador.
Cuando las dimensiones de la cajera y la distancia de
seguridad no permiten un posicionamiento previo en la
proximidad de los puntos de palpación, el TNC siempre
palpa partiendo del centro de la cajera. Entre los cuatro
puntos de medida, el palpador no se desplaza a la altura de
seguridad.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284
X
Z
Q261
Q260
MP6140
+
Q320