2 ciclos disponibles, Resumen, Diferencias entre los ciclos 31 a 33 y 481 a 483 – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 126
114
4 Ciclos de palpación para medición de herramientas automática
4.2 Ciclos disponibles
4.2 Ciclos disponibles
Resumen
Los ciclos para la medición de herramientas se programan en el modo
de funcionamiento Memorizar/editar programa mediante la tecla
TOUCH PROBE. Se dispone de los siguientes ciclos:
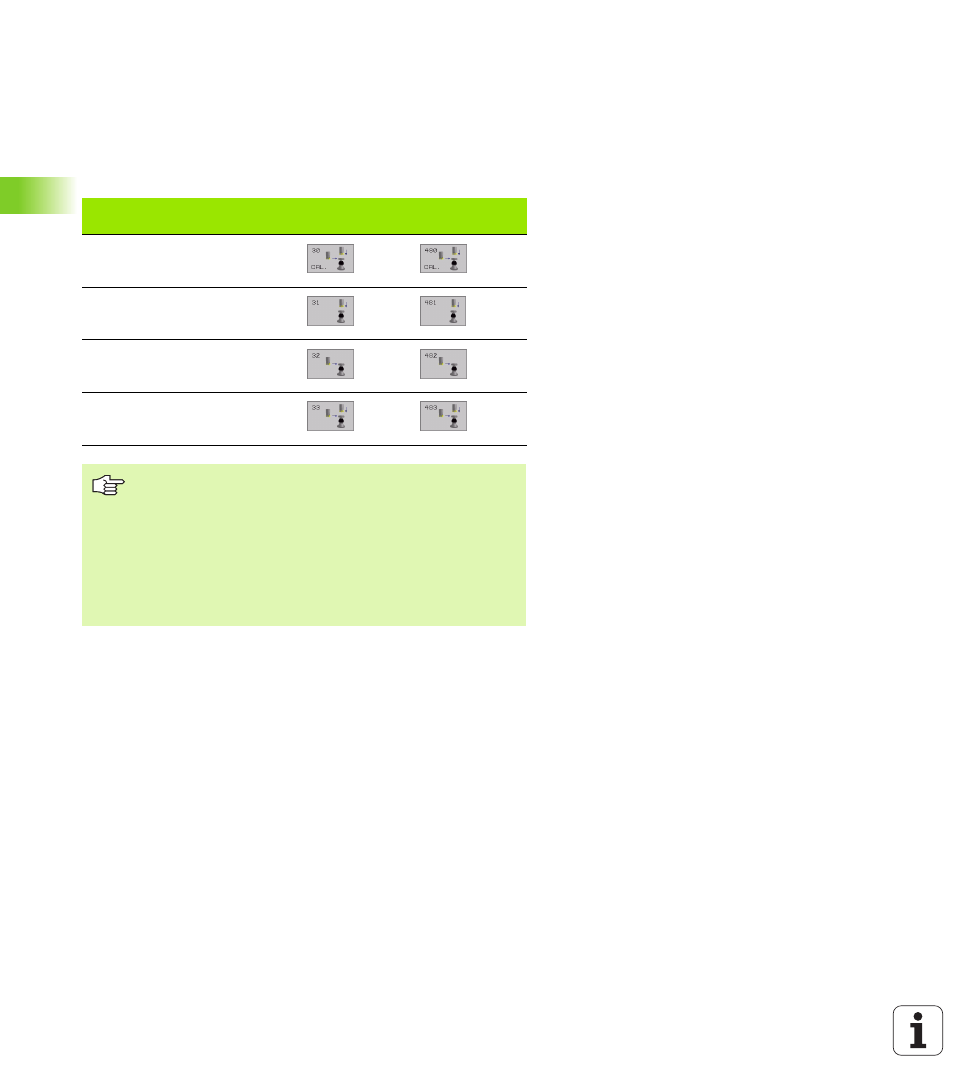
Diferencias entre los ciclos 31 a 33 y 481 a 483
El número de funciones y el desarrollo de los ciclos es absolutamente
idéntico. Entre los ciclos 31 a 33 y 481 a 483 existen sólo las dos
diferencias siguientes:
n
Los ciclos 481 a 483 están disponibles también en DIN/ISO en G481
a G483
n
En vez de un parámetro de libre elección para el estado de la
medición los nuevos ciclos emplean el parámetro fijo Q199.
Ciclo
Formato anti-
guo
Formato
nuevo
Medir longitud de la
herramienta
Medir longitud y radio de la
herramienta
Los ciclos de medición sólo trabajan cuando está activado
el almacén central de herramientas TOOL.T.
Antes de trabajar con los ciclos de medición deberán
introducirse todos los datos precisos para la medición en
el almacén central de herramientas y haber llamado a la
hta. que se quiere medir con TOOL CALL.
También se pueden medir herramientas en un plano de
mecanizado inclinado.