HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 39
HEIDENHAIN iTNC 530
27
3.1 Registr
a
r aut
o
máticament
e la posición inclinada de la pieza
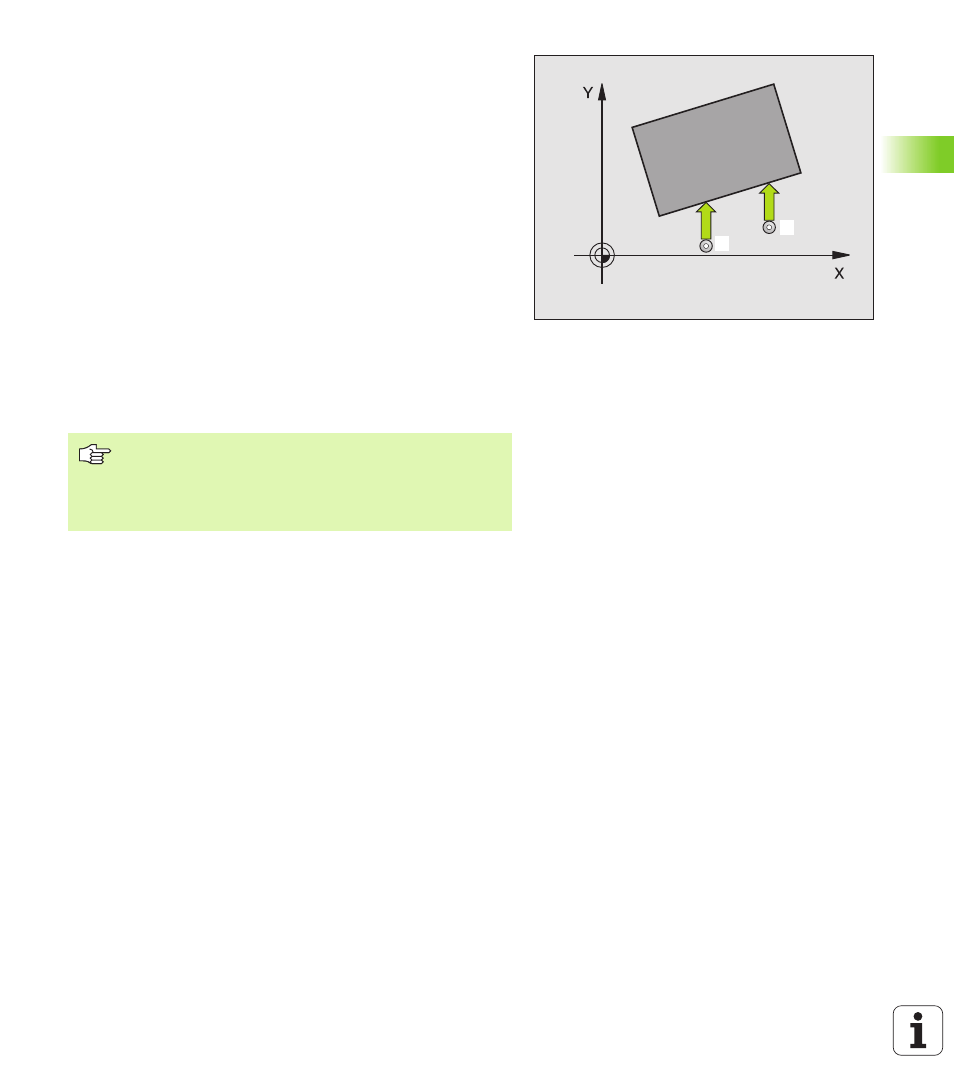
GIRO BÁSICO (ciclo de palpación 400, DIN/ISO:
G400)
El ciclo de palpación 400 calcula la posición inclinada de la pieza,
mediante la medición de dos puntos que deben encontrarse sobre una
recta. Mediante la función del giro básico, el TNC compensa el valor
medido (Véase también „Compensar la posición de inclinación de la
pieza.” en página 16).
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) al punto de palpación
programado
1
. Para ello, el TNC desplaza el palpador según la
distancia de seguridad en la dirección de desplazamiento opuesta
a la determinada
2
El sistema de palpación se desplaza a continuación el palpador a la
altura de medida programada y lleva a cabo el primer proceso de
palpación con avance de palpación (MP6120 o MP6360)
3
A continuación el palpador se desplaza al siguiente punto de
palpación
2
y realiza la segunda palpación.
4
El TNC retira el palpador posicionándolo a la altura de seguridad y
realiza el giro básico calculado
Antes de la programación debe tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Al principio del ciclo el TNC anula el giro básico activado.
2
1