3 medir aut omáticament e las piezas – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 112
100
3 Ciclos de palpación para control automático de la pieza
3.3 Medir aut
omáticament
e las piezas
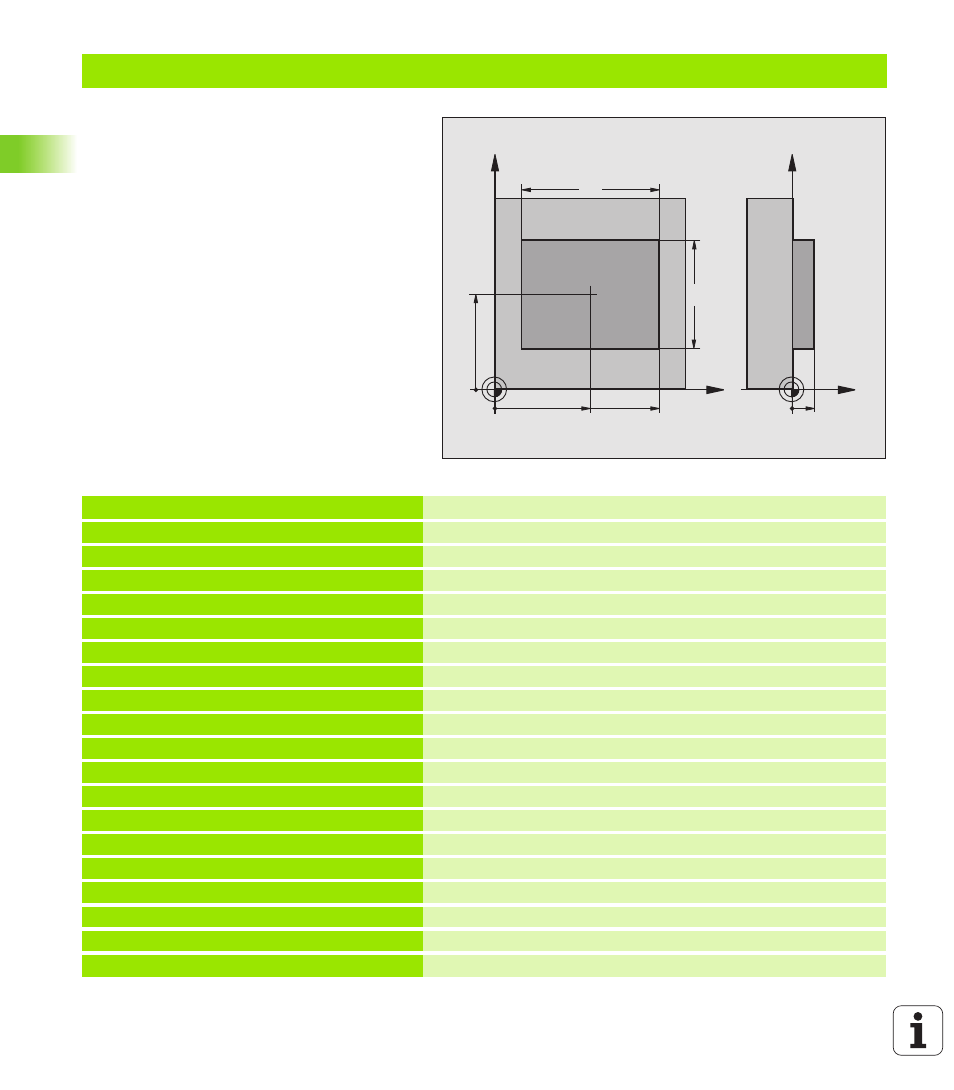
Ejemplo: Medición y mecanizado posterior de una isla rectangular
Desarrollo del programa:
- Desbaste de una isla rectangular con
sobremedida 0,5
- Medición de una isla rectangular
Desbastar islas rectangulares teniendo en cuenta
los valores de medida
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Llamada a la hta. de premecanizado
2 L Z+100 R0 F MAX
Retirar la herramienta
3 FN 0: Q1 = +81
Longitud de la cajera en X (cota de desbaste)
4 FN 0: Q2 = +61
Longitud de la cajera en Y (cota de desbaste)
5 CALL LBL 1
Llamada al subprograma para el mecanizado
6 L Z+100 R0 F MAX M6
Retirar la herramienta, cambio de herramienta
7 TOOL CALL 99 Z
Llamada al palpador
8 TCH PROBE 424 MEDIR RECTANGULO EXTERIOR
Medición de la cajera rectangular fresada
Q273=+50 ;CENTRO 1ER EJE
Q274=+50 ;CENTRO 2º EJE
Q282=80 ;1ER 2º LADO
Longitud nominal en X (cota definitiva)
Q283=60 ;2º 2º LADO
Longitud nominal en Y (cota definitiva)
Q261=-5 ;ALTURA DE LA MEDICION
Q320=0 ;DIST. SEGURIDAD
Q260=+30 ;ALTURA DE SEGURIDAD
Q301=0 ;DESPLAZ. A ALTURA SEGURIDAD
Q284=0 ;COTA MÁXIMA LONGITUD 2º LADO
Para comprobar la tolerancia no se precisan valores de introducción
Q285=0 ;COTA MÍNIMA LONGITUD 2º LADO
Q286=0 ;COTA MÁXIMA LONGITUD 2º LADO
X
Y
50
50
80
Z
Y
10
60