HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 49
HEIDENHAIN iTNC 530
37
3.1 Registr
a
r aut
o
máticament
e la posición inclinada de la pieza
Ajuste de la posición inclinada de una pieza
mediante el eje C (ciclo de palpación 405, DIN/
ISO: G405)
Con el ciclo de palpación 405 se calcula
n
el desvío angular entre el eje Y positivo del sistema de coordenadas
activo y la línea central de un taladro o
n
el desvío angular entre la posición nominal y la posición real del
punto central de un taladro
El TNC compensa la desviación angular calculada, girando el eje C. La
pieza puede estar sujeta en la mesa giratoria de cualquier forma, pero
la coordenada Y del taladro debe ser positiva. Si se mide la desviación
angular del taladro con el eje de palpación Y (posición horizontal del
taladro), puede ser necesario ejecutar el ciclo varias veces, puesto que
debido a la estrategia de medición se puede producir una imprecisión
de aprox. un 1% de la posición inclinada.
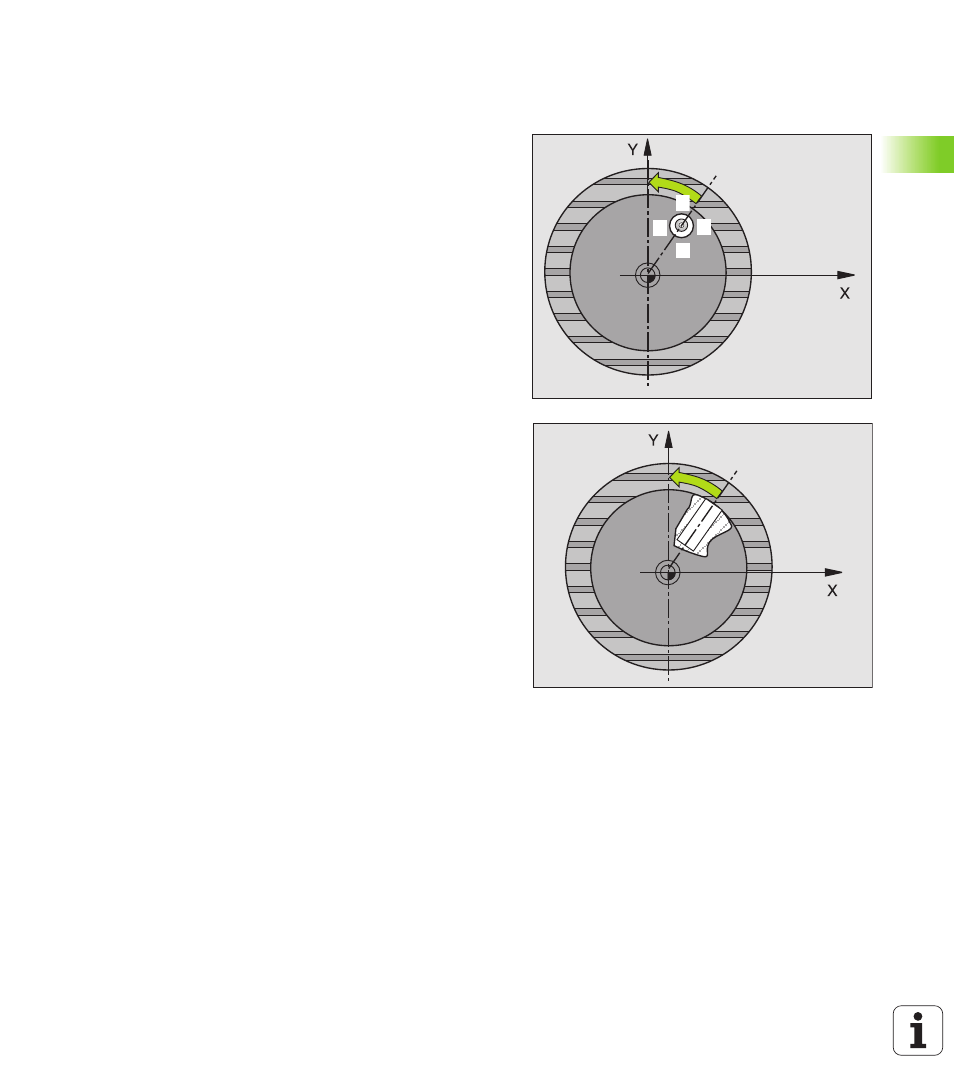
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) al punto de palpación
programado
1
. El TNC calcula los puntos de palpación según las
indicaciones en el ciclo y la distancia de seguridad indicada en
MP6140
2
A comtinuación el palpador se desplaza a la altura de medida dada
y lleva a cabo el primer proceso de palpación con avance de
palpación (MP6120 o MP6360). El TNC determina
automáticamente la dirección de palpación en relación al ángulo
inicial programado
3
A continuación el palpador se desplaza de forma circular, a la altura
de medición o a la altura de seguridad, hacia el punto de palpación
2
y allí realiza la segunda palpación
4
El TNC posiciona el palpador al punto de palpación
3
y después al
punto de palpación
4
y allí realiza el tercer o cuarto proceso de
palpación y posiciona el palpador sobre el centro del taladro
calculado
5
Para finalizar el TNC posiciona el palpador de nuevo a la altura de
seguridad y posiciona la pieza mediante el giro de la mesa giratoria,
El TNC gira la mesa de tal forma que el punto central del taladro
tras las compensación - tanto en el eje de palpación vertical como
horizontal - esté situado en la dirección del eje Y positivo, o en la
posición nominal del centro del taladro. La desviación angular
medida también está disponible en el parámetro Q150.
111
2
3
4