HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 55
HEIDENHAIN iTNC 530
43
3.2 Fijar aut
o
máticament
e punt
os de r
e
fe
re
ncia
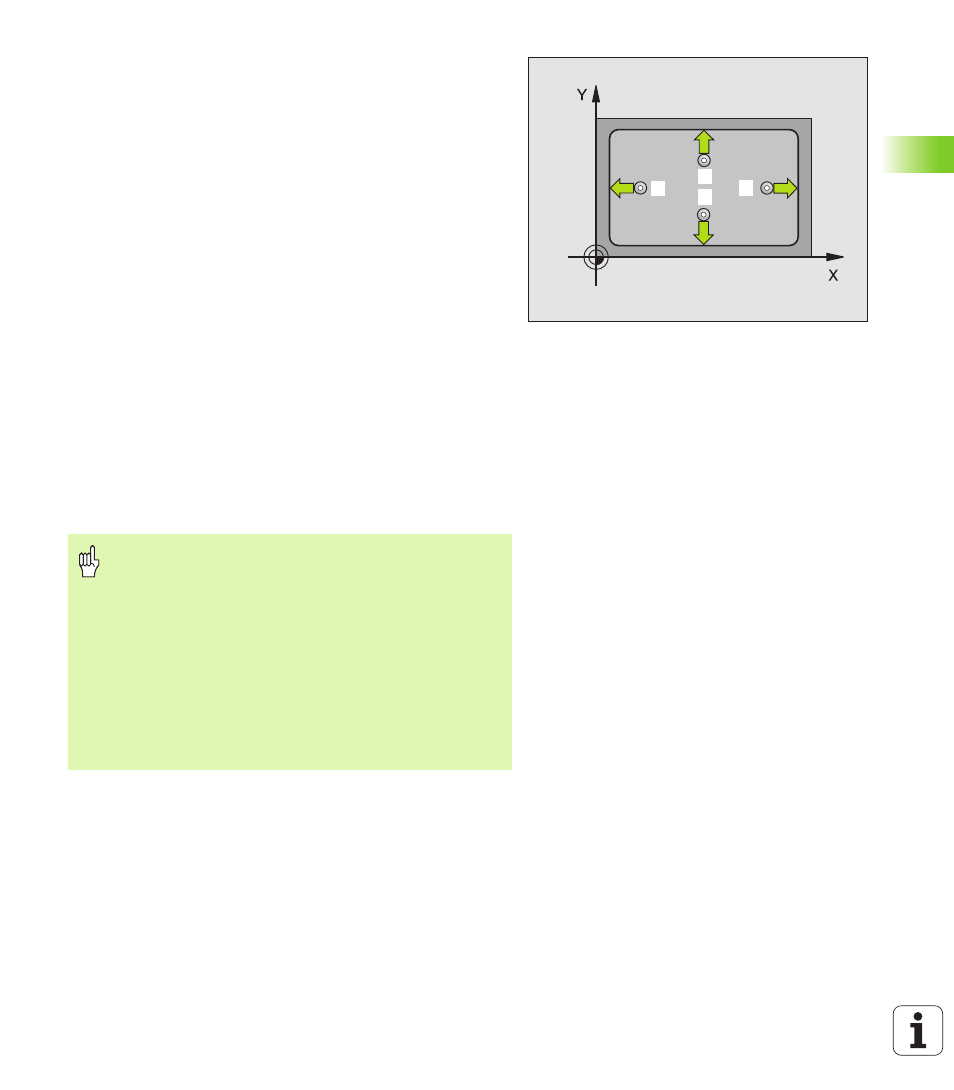
PUNTO DE MEDICIÓN RECTÁNGULO INTERIOR
(ciclo de palpación 410, DIN/ISO: G410)
Con el ciclo de palpación 410 se calcula el centro de una cajera
rectangular y se fija este punto central como punto de referencia. Si se
desea, el TNC también puede escribir el punto central en una tabla de
puntos cero.
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) al punto de palpación
programado
1
. El TNC calcula los puntos de palpación según las
indicaciones en el ciclo y la distancia de seguridad indicada en
MP6140
2
A continuación el palpador se desplaza a la altura de medición dada
y lleva a cabo el primer proceso de palpación con avance de
palpación (MP6120 o MP6360)
3
A continuación el palpador se desplaza paralelo al eje en la altura
de medición o lineal a la altura de seguridad hasta el siguiente
punto de palpación
2
y allí lleva a cabo el segundo proceso de
palpación
4
El TNC posiciona el palpador al punto de palpación
3
y después al
punto de palpación
4
y allí realiza el tercer o cuarto proceso de
palpación
5
A continuación el TNC retira el palpador a la altura de seguridad y
fija el punto de referencia en el centro de la cajera o escribe las
coordenadas del centro de la cajera en la tabla de puntos cero
activada
Antes de la programación debe tenerse en cuenta
Para evitar una colisión entre el palpador y la pieza se
programan la longitud del lado 1 y la longitud del lado 2 de
la cajera con valores menores a los estimados.
Cuando las dimensiones de la cajera y la distancia de
seguridad no permiten un posicionamiento previo en la
proximidad de los puntos de palpación, el TNC siempre
palpa partiendo del centro de la cajera. En este caso el
palpador no se desplaza a la altura de seguridad entre los
cuatro puntos de medición.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
4
1
2
3