3 medir aut omáticament e las piezas – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 87
HEIDENHAIN iTNC 530
75
3.3 Medir aut
omáticament
e las piezas
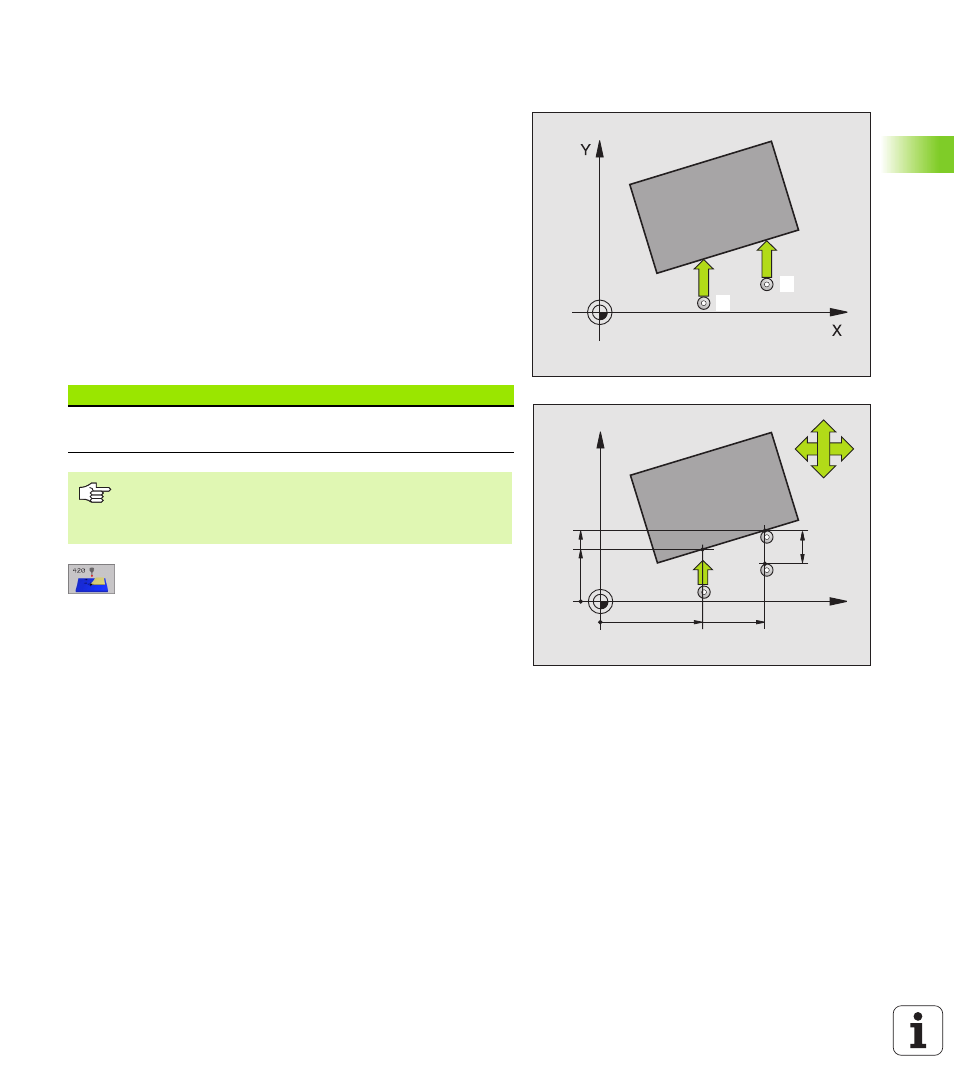
MEDIR ÁNGULO (ciclo de palpación 420, DIN/
ISO: G420)
El ciclo de palpación 420 calcula el ángulo, que forma cualquier recta
con el eje principal del plano de mecanizado.
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) al punto de palpación
programado
1
. Para ello, el TNC desplaza el palpador según la
distancia de seguridad en la dirección de desplazamiento opuesta
a la determinada
2
A continuación el palpador se desplaza a la altura de medición
introducida y lleva a cabo el primer proceso de palpación con el
avance de palpación (MP6120 o MP6360)
3
A continuación el palpador se desplaza al siguiente punto de
palpación
2
y realiza la segunda palpación.
4
El TNC retira el palpador a la distancia de seguridad y memoriza el
ángulo calculado en los siguientes parámetros Q:
U
U
U
U
1er punto de medición 1er eje
Q263 (valor absoluto):
coordenada del primer punto de palpación en el eje
principal del plano de mecanizado
U
U
U
U
1er punto de medición 2º eje
Q264 (valor absoluto):
coordenada del primer punto de palpación en el eje
transversal del plano de mecanizado
U
U
U
U
2º punto de medición 1er eje
Q265 (valor absoluto):
coordenada del segundo punto de palpación en el eje
principal del plano de mecanizado
U
U
U
U
2º punto de medición 2º eje
Q266 (valor absoluto):
coordenada del segundo punto de palpación en el eje
transversal del plano de mecanizado
U
U
U
U
Eje de medición
Q272: eje, en el que tiene lugar la
medición:
1: Eje principal = eje de medición
2: Eje transversal = eje de medición
3: Eje de palpación = eje de medición
1
2
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
Nº de parámetro
Significado
Q150
Angulo medido en relación al eje
principal del plano de mecanizado
Antes de la programación debe tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.