3 medir aut omáticament e las piezas – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 107
HEIDENHAIN iTNC 530
95
3.3 Medir aut
omáticament
e las piezas
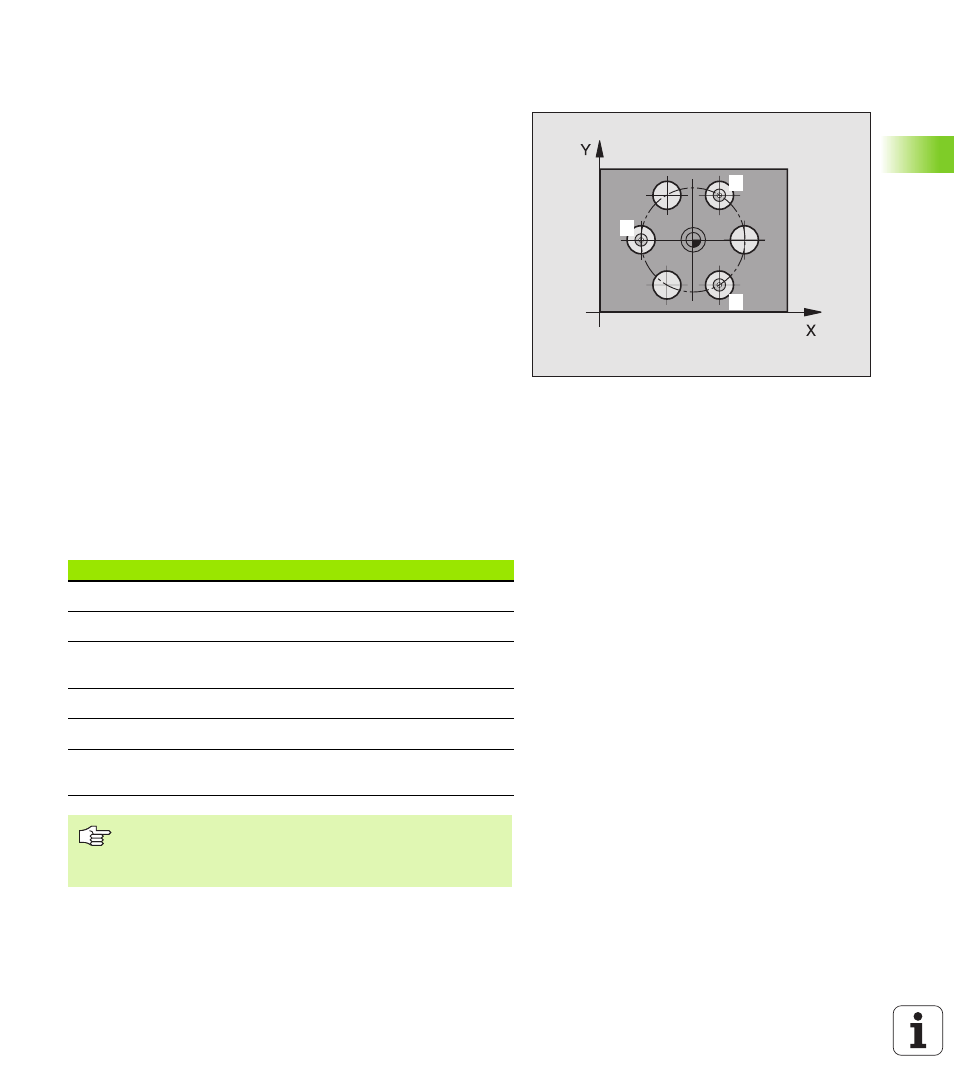
MEDIR CÍRCULO DE TALADROS (ciclo de
palpación 430, DIN/ISO: G430)
Con el ciclo de palpación 430 se calcula el punto central y el diámetro
de un círculo de taladros mediante la medición de tres taladros. Si se
han definido los valores de tolerancia correspondientes en el ciclo, el
TNC realiza una comparación del valor nominal y el real y memoriza la
diferencia en los parámetros del sistema.
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) sobre el punto central
programado para el primer taladro
1
2
A continuación el palpador se desplaza a la altura de medición
programada y registra mediante cuatro palpaciones el primer punto
central del taladro.
3
Después el palpador retrocede a la altura de seguridad y posiciona
sobre el punto central programado del segundo taladro
2
4
El TNC desplaza el sistema de palpación a la altura de medida
introducida y registra mediante cuatro palpaciones el punto central
del segundo taladro
5
Después el palpador retrocede a la altura de seguridad y posiciona
sobre el punto central programado del tercer taladro
3
6
El TNC desplaza el palpador a la altura de medida introducida y
registra mediante cuatro palpaciones el punto central del tercer
taladro
7
Para finalizar el TNC hace retroceder el palpador a la altura de
seguridad y memoriza los valores reales y las desviaciones en los
siguientes parámetros Q:
1
2
3
Nº de parámetro
Significado
Q151
Valor real del centro en eje principal
Q152
Valor real del centro en eje transversal
Q153
Valor real del diámetro del círculo de
taladros
Q161
Desviación del centro en eje principal
Q162
Desviación del centro en eje transversal
Q163
Desviación del diámetro del círculo de
taladros
Antes de la programación debe tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.