HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manual del usuario
Página 74
62
3 Ciclos de palpación para control automático de la pieza
3.2 Fijar aut
o
máticament
e punt
os de r
e
fe
re
ncia
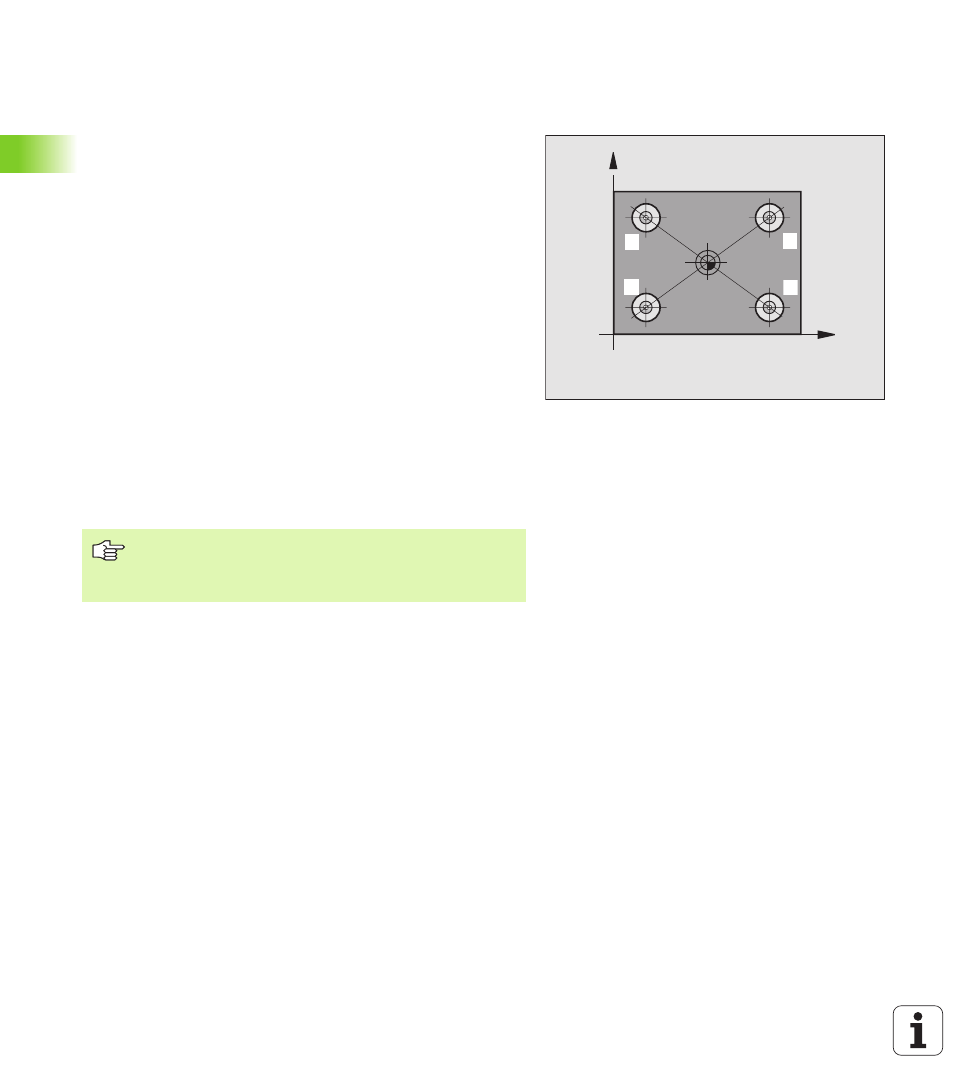
PUNTO DE REFERENCIA CENTRO de 4
TALADROS (ciclo de palpación 418, DIN/ISO:
G418)
El ciclo de palpación 418 calcula el punto de intersección de las líneas
que unen dos puntos centrales de dos taladros y fija dicho punto de
intersección como punto de referencia. Si se desea, el TNC también
puede escribir el punto de intersección en una tabla de puntos cero.
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) sobre el punto central
programado para el primer taladro
1
2
A continuación el sistema de palpación se desplaza a la altura
introducida y registra mediante cuatro palpaciones el primer punto
central del taladro
3
Después el palpador retrocede a la altura de seguridad y posiciona
sobre el punto central programado del segundo taladro
2
4
El TNC desplaza el palpador a la altura de la medición introducida y
registra mediante cuatro palpaciones el punto central del segundo
taladro
5
El TNC repite el proceso 3 y 4 para los taladros
3
y
4
6
Para terminar el TNC vuelve a posicionar el sistema de palpación a
la altura de seguridad y fija el punto de referencia en el punto de
corte de las líneas de unión de los centros de los taladros
1
/
3
y
2
/
4
o escribe las coordenadas del punto de corte en la tabla de
puntos cero activa
X
Y
4
3
2
1
Antes de la programación debe tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.