HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 87
87
Ciclos de taladrado
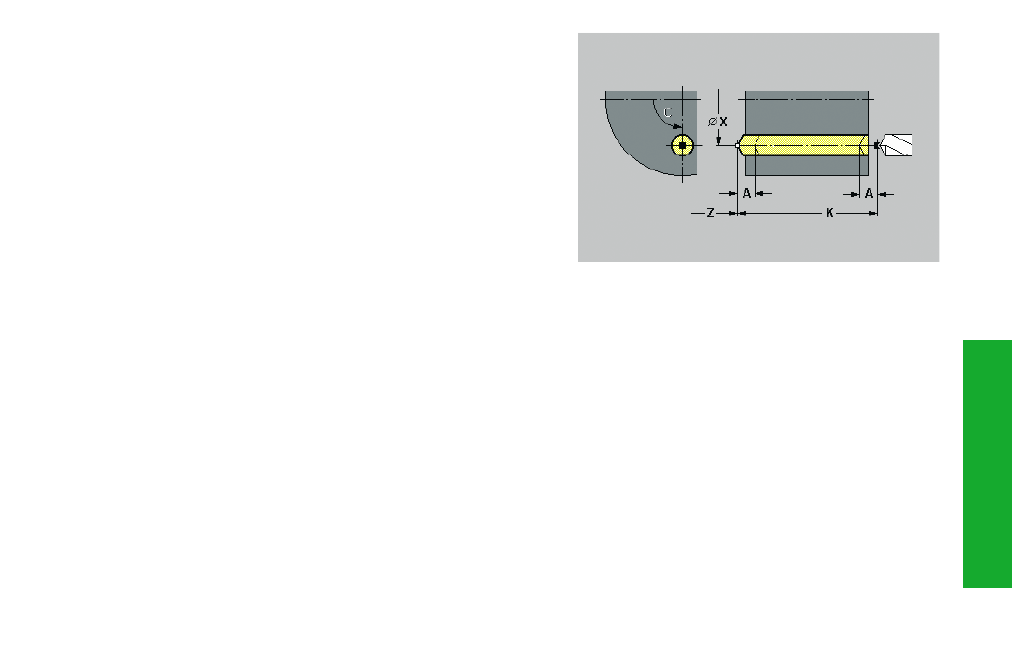
Ciclo de taladrado G71
G71 elabora taladrados axiales y radiales. Al emplear herramientas fijas
el taladro axial debe estar en el centro.
La ejecución del ciclo comienza a partir de la herramienta y el husillo
actuales.
G71 se elige según "X/Z", si se elabora un taladrado radial o axial.
Parámetros
X:
punto final del taladrado axial (medida del diámetro)
Z:
punto final del taladrado radial
A:
longitud de taladrado y perforado – por defecto: 0
E:
tiempo de espera (para tallado libre al final del taladrado) – por
defecto: 0
V:
variantes de taladrado y perforado (reducción del avance: 50%)
• 0: sin reducción del avance
• 1: reducción del perforado
• 2: reducción del taladrado
• 3: reducción de taladrado y perforado
K:
profundidad de taladrado (taladrado radial: medida del radio) – por
defecto: se calcula