HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 67
67
Ciclos de mecanizado
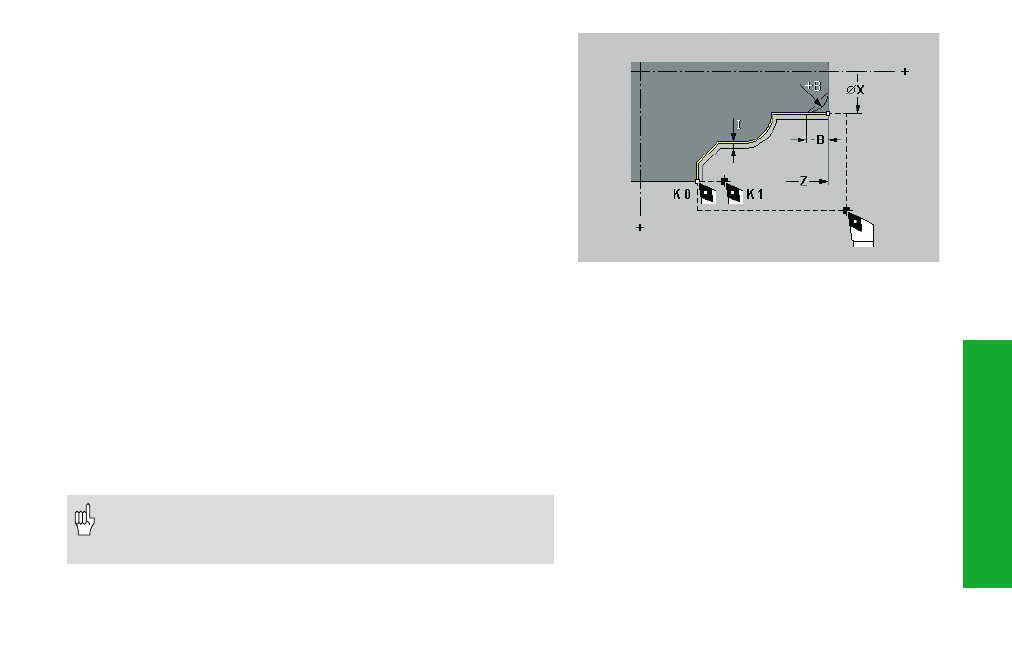
Ciclo de acabado de contornos G89
G89 acaba el perfil del contorno descrito en las frases siguientes
Con SRK: con G41/G42 en la frase después de G89, se conecta el SRK
y determina si la herramienta trabaja a la derecha o a la izquierda del
contorno (referencia: dirección del desplazamiento)
• G41: a la derecha del contorno
• G42: a la izquierda del contorno
El SRK se desconecta al final del ciclo.
Sin SRK: no programar en la frase tras G89 un G41/G42.
Parámetros
B:
Fase/redondeo (al principio de la sección del contorno)
• B>0: radio del redondeo
• B<0: lado del chaflán
I:
sobremedida (equidistante) – se permite una medida negativa.
K:
retroceso al final del ciclo
• sin entrada: volver al punto inicial
• K=0: la herramienta se para al final del ciclo
• K>0: la herramienta retrocede en K
J:
Posición del elemento (cuando la sección del contorno comienza
con una fase/un redondeo) –por defecto: 1; elemento de referencia:
• J = 1:
elemento transversal en dirección +X
• J=–1:
elemento transversal en dirección –X
• J = 2:
elemento longitudinal en dirección+Z
• J=–2:
elemento longitudinal en dirección –Z
Sobremedidas: la sobremedida G58 compensa cuando I no
viene dado en el ciclo. Tras la ejecución del ciclo se borra la
sobremedida.