HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 72
72
Ciclo de tallado
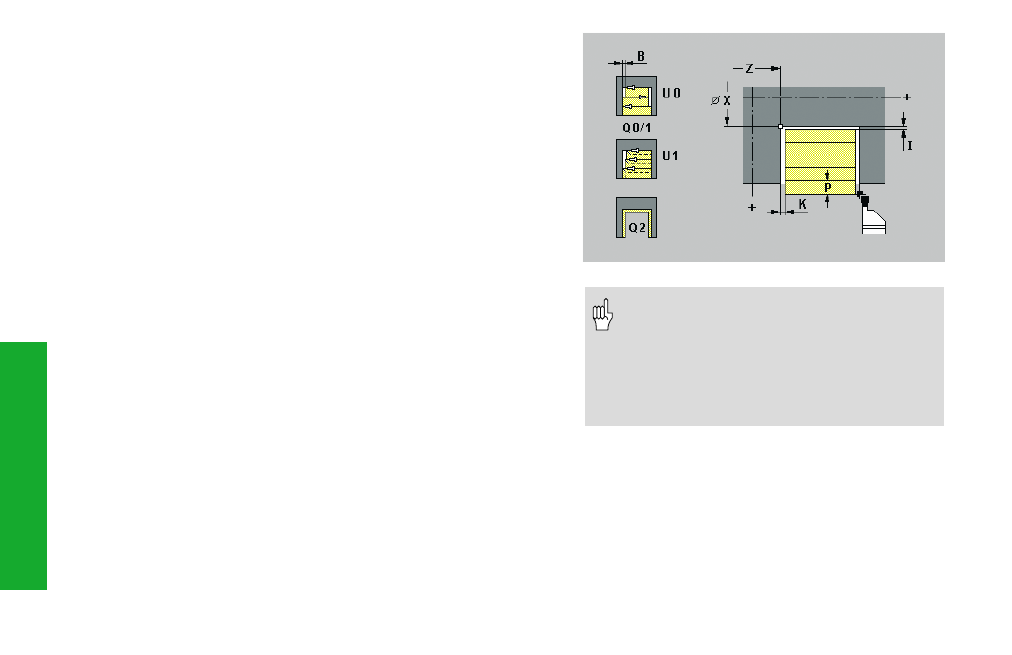
Ciclo de tallado torneado axial sencillo G811
Ciclo de tallado torneado radial sencillo G821
G811/G821 mecanizan el ángulo recto descrito mediante la posición de la
herramienta y "X, Z“ .
Posición de la herramienta al final del ciclo: punto de inicio del ciclo.
Parámetros
X, Z:
punto de la esquina en la base (medida del diámetro X)
P:
Profundidad de paso (máxima)
I, K:
medida en X, Z – por defecto: 0
Q:
desbaste/acabado
• Q=0: sólo desbaste
• Q=1: desbaste y acabado
• Q=2: sólo acabado
U:
mecanizado torneado unidireccional – por defecto: 0
• U=0: mecanizado torneado bidireccional
• U=1: mecanizado torneado unidireccional
G811: en dirección del husillo principal
G821: el MANUALplus mecaniza en dirección de la posición de la
herramienta– "punto de la esquina en la base X"
B:
Amplitud de desplazamiento – por defecto: 0
O:
avance tallado – por defecto: avance activo
E:
avance acabado – por defecto: avance activo
• Corrección radio de corte: se realiza
• Sobremedidas: las medidas G57/G58 se
compensan, cuando I/K no viene dados
en el ciclo. Tras la ejecución del ciclo se
borran las sobremedidas.
• En Q=2 se define con "I, K" el material que
se mecanizará en el acabado.