HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 83
83
Tallado libre DIN509 E con mecanizado cilíndrico G851
Tallado libre DIN509 F con mecanizado cilíndrico G852
Tallado libre DIN76 con mecanizado cilíndrico G853
G851/G852/G853 elaboran un tallado libre, un corte de cilindro y
mecanizan el cilindro antepuesto así como la superficie transversal
conectada.
Significado de las frases NC tras la llamada del ciclo (ejemplo G851):
N.. G851 I.. K.. W... /llamada ciclo con parámetros
N.. G0 X.. Z.. /esquina corte del cilindro
N.. G1 Z.. /esquina tallado libre
N.. G1 X.. /pto. final superficie transversal
N.. G80 /fin descr. del contorno
Parámetros
I:
• G851, G852: profundidad de tallado libre– por def: tabla de normas
• G853: diámetro de tallado libre – por defecto: tabla de normas
K:
longitud de tallado libre – por defecto: tabla de normas
W:
ángulo de tallado libre – por defecto: tabla de normas
R:
radio de tallado libre – por defecto: tabla de normas
P:
profundidad transversal – por defecto: tabla de normas
A:
ángulo transversal – por defecto: tabla de normas
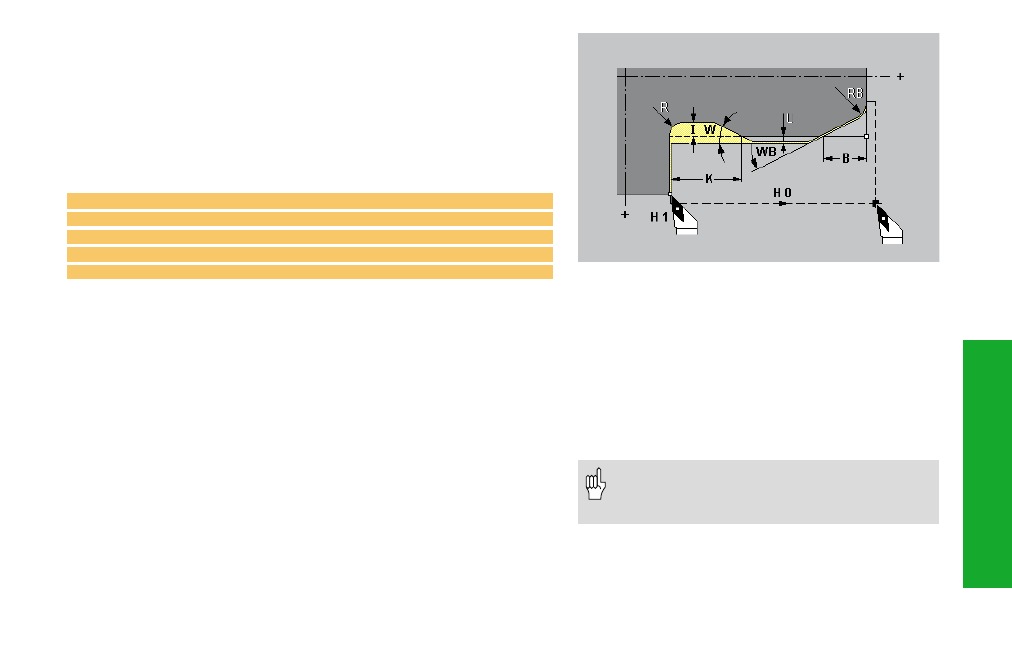
B:
longitud de corte de cilindro – por defecto: sin corte de cilindro
RB:
radio de corte – por defecto: sin áng. de corte
WB:
ángulo de corte– por defecto: 45 °
E:
avance reducido (para el acabado del tallado libre) – por defecto:
avance activo
H:
tipo de salida – por defecto: 0
• H=0: la hta. regresa al punto de partida
• H=1: la hta. se para al final de la sup. transv.
U:
medida de rectif. (en la zona del cilindro) – por
def.: sin medida de rectificación
FP:
paso de rosca
P:
sobremedida (al introducir "P“ el mecanizado
de tallado libre se divide en pretorneado y
torneado acabado. "P" se considera sobrem.
de long. La sobremedida transversal siempre
es 0,1 mm.
• Corrección radio de corte: se efectúa
• Sobremedidas: no se compensan
Ejemplo G851
Ciclos de tallado libre