HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 79
79
Ciclos de roscado
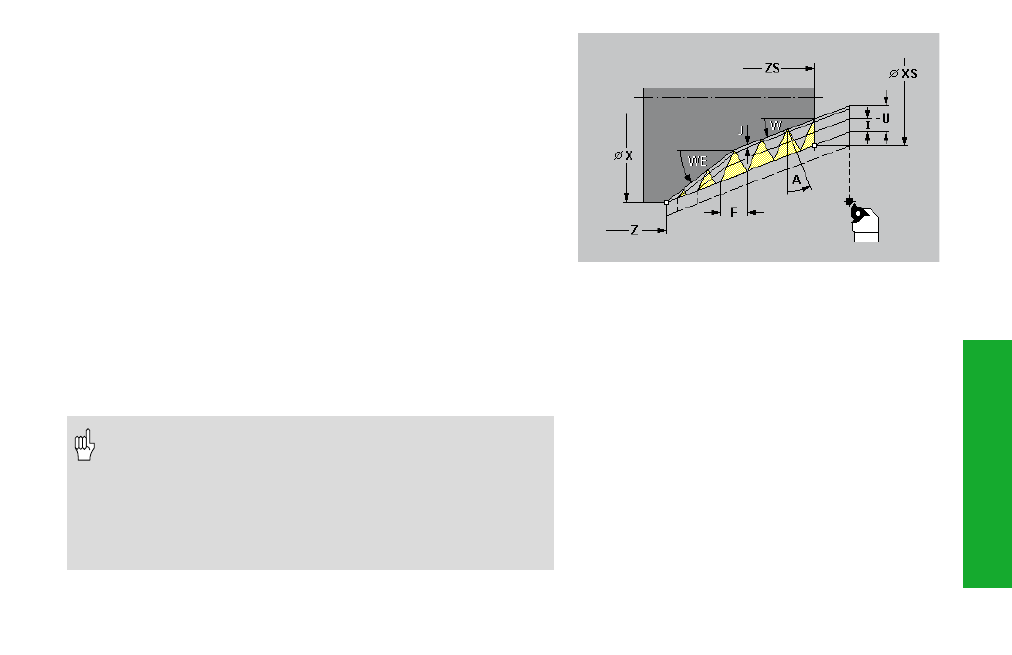
Roscado API cónico G352
G352 elabora una rosca API de una o varias entradas. La profundidad de
rosca disminuye en la salida de la rosca. La rosca comienza en "XS, ZS"
y termina en "X, Z".
Parámetros
XS,ZS: punto de arranque de rosca (XS medida del diámetro)
X, Z:
punto final de rosca (medida del diámetro X)
F:
paso de rosca
U:
profundidad de rosca
• U > 0: rosca interior
• U<=0: rosca exterior en el lado longitudinal, frontal o trasero
I:
ajuste máximo – por defecto: I se calcula según el paso y la
profundidad de rosca.
A:
ángulo de ajuste – por defecto: 30°; margen: –60° < A < 60°
• A>0: ajuste por el lado derecho
• A<0: ajuste por el lado izquierdo
D:
número de filetes – por defecto: 1
W:
ángulo cónico – por defecto: 0°; margen: –45° < W < 45°
WE:
ángulo de salida – por defecto: 12°; margen: 0° < WE < 90°
J:
profundidad de corte restante – por defecto: 1/100 mm
• "Parada ciclo" se activa al final de un corte de rosca.
• El override de avance y de cabezal no están activados
durante la ejecución del ciclo.
• Combinaciones de parámetros para la definición del ángulo
cónico:
• XS/ZS, X/Z
• XS/ZS, Z, W
• ZS, X/Z, W