HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 63
63
Ciclos de mecanizado
Desbaste longitudinal de contornos con prof. G819
Desbaste transversal de contornos con prof. G829
G819/G829 mecaniza "desbasta" el área de contorno descrita mediante la
posición de la herramienta y las frases siguientes – con profundización.
Posición de la herramienta al final del ciclo: punto de arranque del ciclo.
Parámetros
X/Z:
limitación del corte (medida del diámetro X)
P:
paso máximo
E:
avance de profundización
• E=0: no mecanizar contornos descendientes
• sin entrada: el avance se reduce dependiendo del ángulo de
profundización – reducción máxima: 50%.
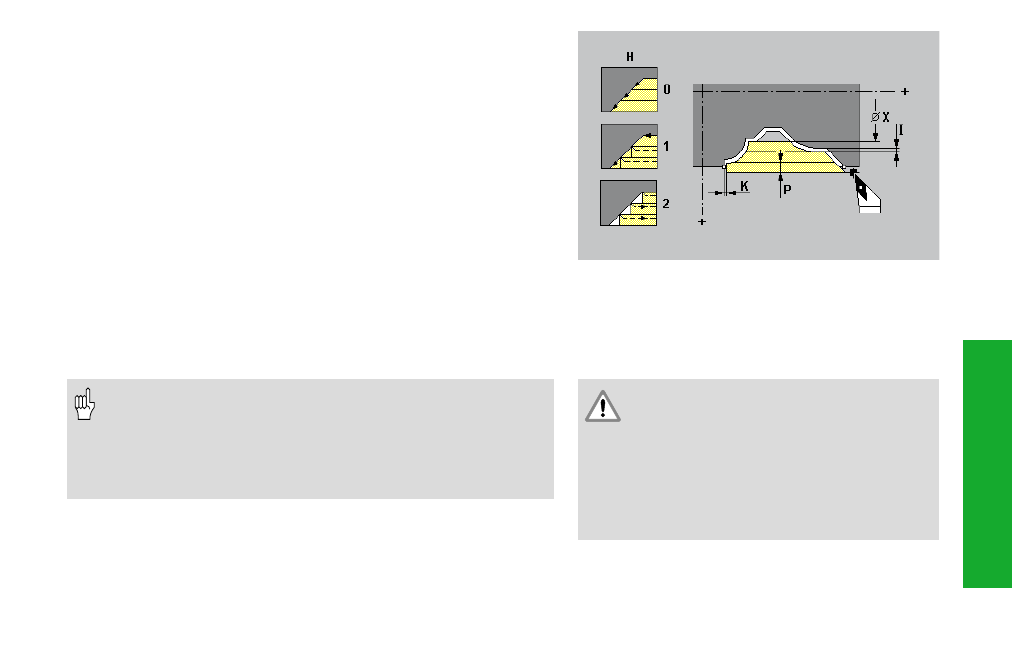
H:
tipo de desplazamiento – por defecto: 1
• 0: mecaniza tras cada corte a lo largo del contorno
• 1: se retira por debajo de 45°; mecaniza con el ultimo corte a lo
largo del contorno
• 2: se retira por debajo de 45° – sin corte a lo largo del contorno
I/K:
Sobremedida – por defecto: 0
• Corrección del radio de corte: se lleva a cabo
• Sobremedidas: las sobremedidas G57/G58 se calculan, cuando I/K
no vienen dadas en el ciclo. Tras la ejecución del ciclo se borran las
sobremedidas.
• La distancia de seguridad después de cada corte se ajusta en
"parámetro actual – mecanizado – distancias de seguridad".
Atención ¡peligro de colisión!
• Si los ángulos de ajuste y del vértice de la
hta. no están definidos la hta. profundiza
con el ángulo de profundización.
• Si los ángulos de ajuste y de vértice de la
hta. están definidos, la hta.profundiza con el
ángulo máximo posible. El material restante
permanece.
Ejemplo: desbastado longitudinal de contornos
G819