HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 60
60
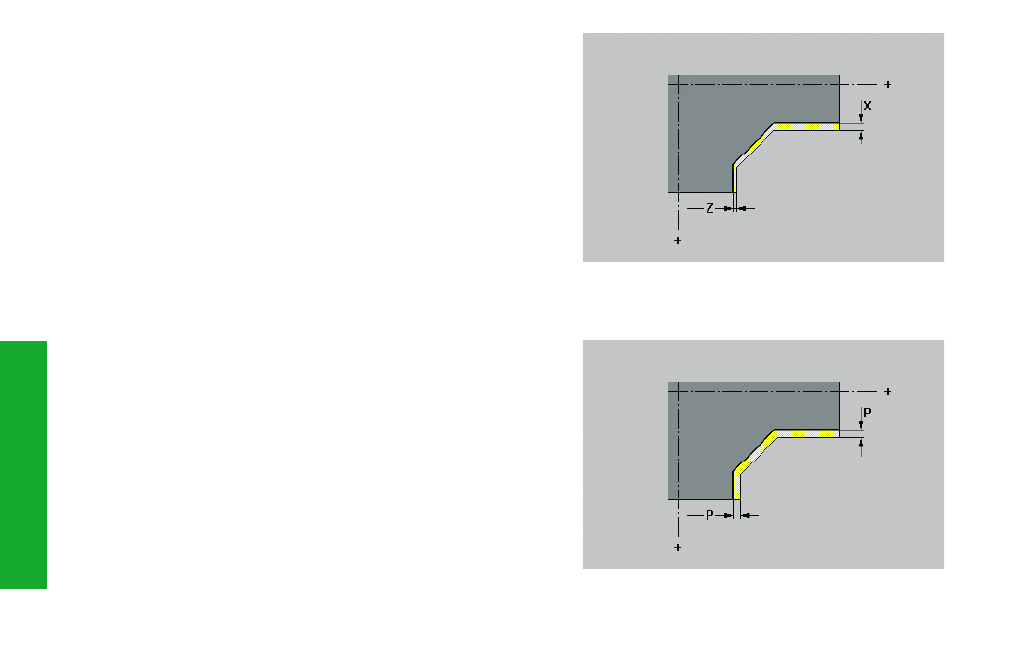
Sobremedidas
Sobremedida paralela al eje G57
G57 define sobremedidas diferentes para X y Z. G57 tiene que estar
situado antes del ciclo en el que deben tenerse en cuenta las
sobremedidas.
Los ciclos siguientes tienen en cuenta las sobremedidas:
• Ciclos de mecanizado: G81, G817, G818, G819, G82, G827, G828,
G829, G83
• Ciclos de tallado y ciclos de tallado torneado: G81x, G82x, G86x
Los ciclos G81, G82 y G83 no borran las sobremedidas después de la
ejecución del ciclo. En otros ciclos no son válidas las sobremedidas
posteriores a la ejecución del ciclo.
Parámetros
X / Z:
sobremedida en X / Z (medida de diámetro X)
Sobremedida paralela al contorno (equidistante) G58
G58 define una sobremedida paralela al contorno. El G58 debe estar
situado antes del ciclo en el que se tiene que tener en cuenta la
sobremedida. Se permite una sobremedida negativa en el ciclo G89.
Los ciclos siguientes tienen en cuenta la sobremedida:
• Ciclos de mecanizado: G817, G818, G819, G827, G828,
G829, G83
• Ciclos de tallado y ciclos de tallado torneado: G81x, G82x, G86x
El ciclo G83 no borra la sobremedida tras la ejecución del ciclo.
Parámetros
P:
sobremedida