HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 61
61
Ciclos de mecanizado
Ejemplo: ciclo de desbaste longitudinal G81
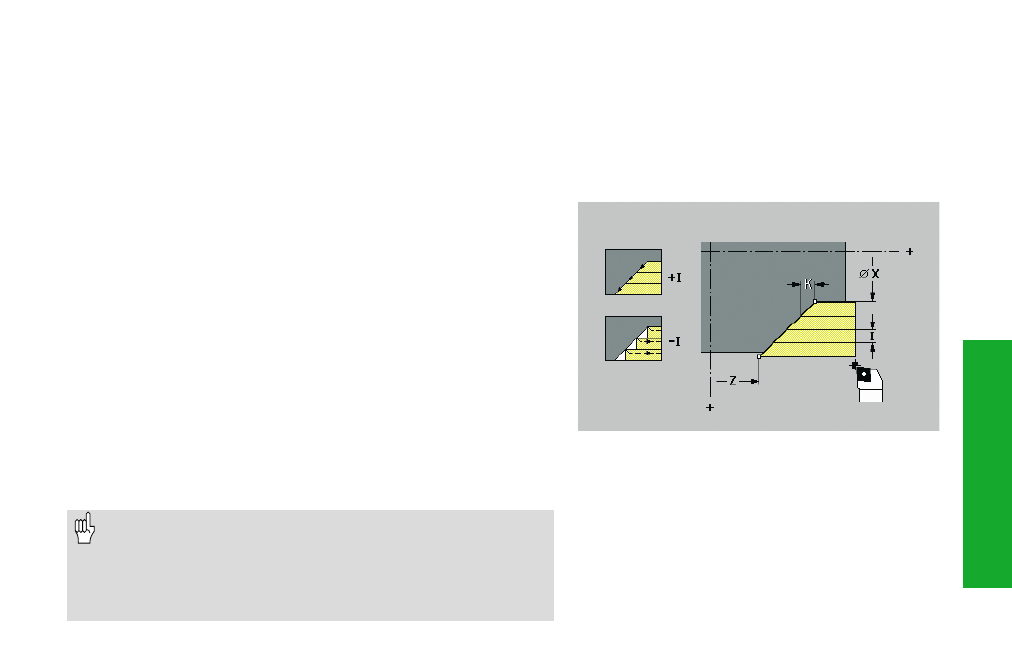
Ciclo de desbaste longitudinal G81
Ciclo de desbaste transversal G82
G81/G82 mecaniza (desbasta) en el área de contorno descrito mediante la
posición de herramienta actual y "X, Z". En un biselado el ángulo se define con I
y K.
Parámetros
X/Z:
punto inicial/punto final del contorno (medida del diámetro X)
I/K:
desplazamiento/ajuste máximo
• I/K>0: con rectificación del contorno
• I/K<0: sin rectificación del contorno
Q:
Factor-G ajuste – por defecto: 0
• 0: Ajuste con G0 (marcha rápida)
• 1: Ajuste con G1 (avance)
V:
Desplazar punto arranque (modo de autoavance) – por defecto: 0
• 0: retroceder al punto inicial del ciclo/a la última coord. de retirada
• 1: retroceder al punto inicial del ciclo en X y Z
• Corrección del radio de corte: no se lleva a cabo.
• Sobremedidas: Las sobremedidas G57 se compensan.
Permanecen activas tras la ejecución del ciclo
• Sobremedidas en contornos interiores: programar
sobremedidas G57 negativas (sólo es posible con "entrada libre")
• La distancia de seguridad después de cada corte aumenta 1mm.
.
Final del ciclo G80
G80 cierra la descripción de contornos tras los ciclos de tallado libre y
de fresado. No debe haber ninguna otra orden en esta frase excepto
G80.