Elaboración de un programa de ciclos, 3 pr ogr a mar la pr imer a pieza – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manual del usuario
Página 43
HEIDENHAIN TNC 640
43
1
.3 Pr
ogr
a
mar la pr
imer
a pieza
Elaboración de un programa de ciclos
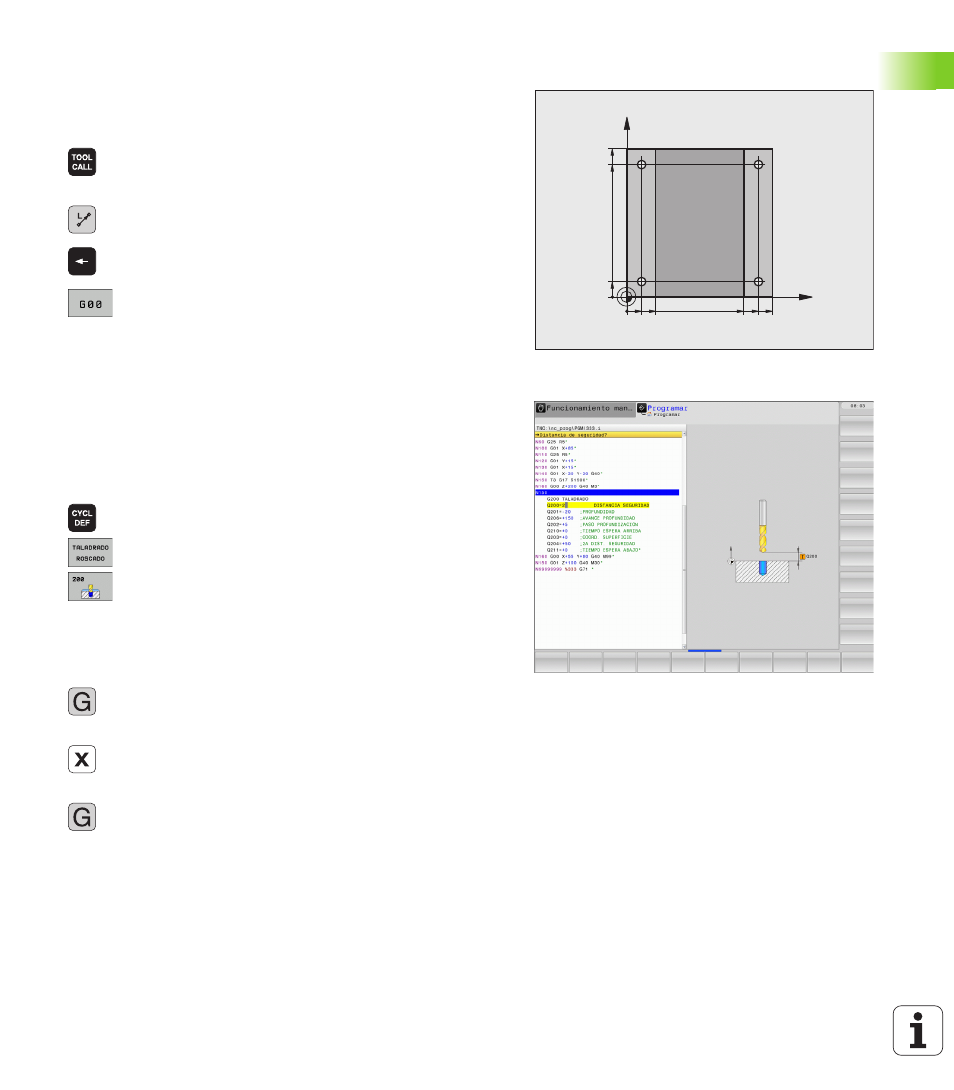
Los taladros mostrados en la imagen a la derecha (profundidad 20 mm)
se deben realizar con un ciclo de taladro estándar. La definición de la
pieza en bruto ya está creada.
U
Llamar herramienta: Introducir los datos de
herramienta. Confirmar los datos cada vez con la tecla
ENT, no olvidar el eje de herramienta.
U
Pulsar la tecla L para abrir una frase de programa de un
movimiento en recta
U
Con la tecla de flecha cambiar hacia la izquierda al
campo de introducción para las funciones G.
U
Seleccionar la softkey G0 para un desplazamiento en
marcha rápida
U
Retirar herramienta: pulsar la tecla de eje naranja Z
para retirar en el eje de la herramienta e introducir el
valor para la posición que se debe buscar, p. ej. 250.
Confirmar con la tecla ENT
U
Corrección de radio: RL/RR/Sin correcc.?
confirmar con la tecla ENT: corrección de radio sin
activar
U
Función auxiliar M?
confirmar con la tecla END: el
TNC guarda la frase de desplazamiento introducida
U
Llamar el menú Ciclos
U
Mostrar ciclos de taladro
U
Seleccionar el ciclo de taladro estándar 200: el TNC
inicia el diálogo para la definición del ciclo. Introducir
paso a paso los parámetros solicitados por el TNC,
confirmar la introducción cada vez con la tecla ENT.
En la ventana a la derecha, el TNC muestra un gráfico
con el parámetro de ciclo correspondiente.
U
Aproximar a primera posición de taladro: introducir
Coordenadas
de la posición de taladro, activar
refrigerante y husillo, llamar ciclo con M99
U
Aproximar próximas posiciones de taladro: introducir
Coordenadas
de la correspondiente posición de
taladro, llamar ciclo con M99
U
Retirar herramienta: pulsar la tecla de eje naranja Z
para retirar en el eje de la herramienta e introducir el
valor para la posición que se debe buscar, p. ej. 250.
Confirmar con la tecla ENT
U
Corrección de radio: RL/RR/Sin correcc.?
confirmar con la tecla ENT: corrección de radio sin
activar
U
¿Función auxiliar M?
Introducir M2 para fin de
programa, confirmar con la tecla END: el TNC guarda
la frase de desplazamiento introducida
X
Y
20
10
100
100
10
90
90
80
0
0
0
- TNC 122 User Manual
- ND 286
- ND 282 B
- ND 282
- NPD 281
- ND 281 B
- ND 261
- ND 231 B
- ND 221
- ND 221 B
- ND 220
- NDP 560
- NDP 560
- ND 523
- ND 530
- ND 750 v.1
- ND 750 v.2
- ND 760 v.2
- ND 760 v.1
- ND 770 v.2
- ND 770 v.1
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 68894x-01 DIN Programming
- SW 54843x-01
- SW 68894x-03 DIN Programming
- SW 68894x-01
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-01) smarT.NC Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) Touch Probe Cycles
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-04) Touch Probe Cycles
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-02) Pilot
- iTNC 530 (34049x-08)
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) Cycle programming
- TNC 640 (34059x-05) ISO programming