Origen de coordenadas polares: polo i, j, Recta en marcha rápida g10 recta en avance g11 f – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manual del usuario
Página 201
HEIDENHAIN TNC 640
201
6.5 Mo
vimient
o
s de tr
a
y
e
ct
or
ia - Coor
denadas polar
e
s
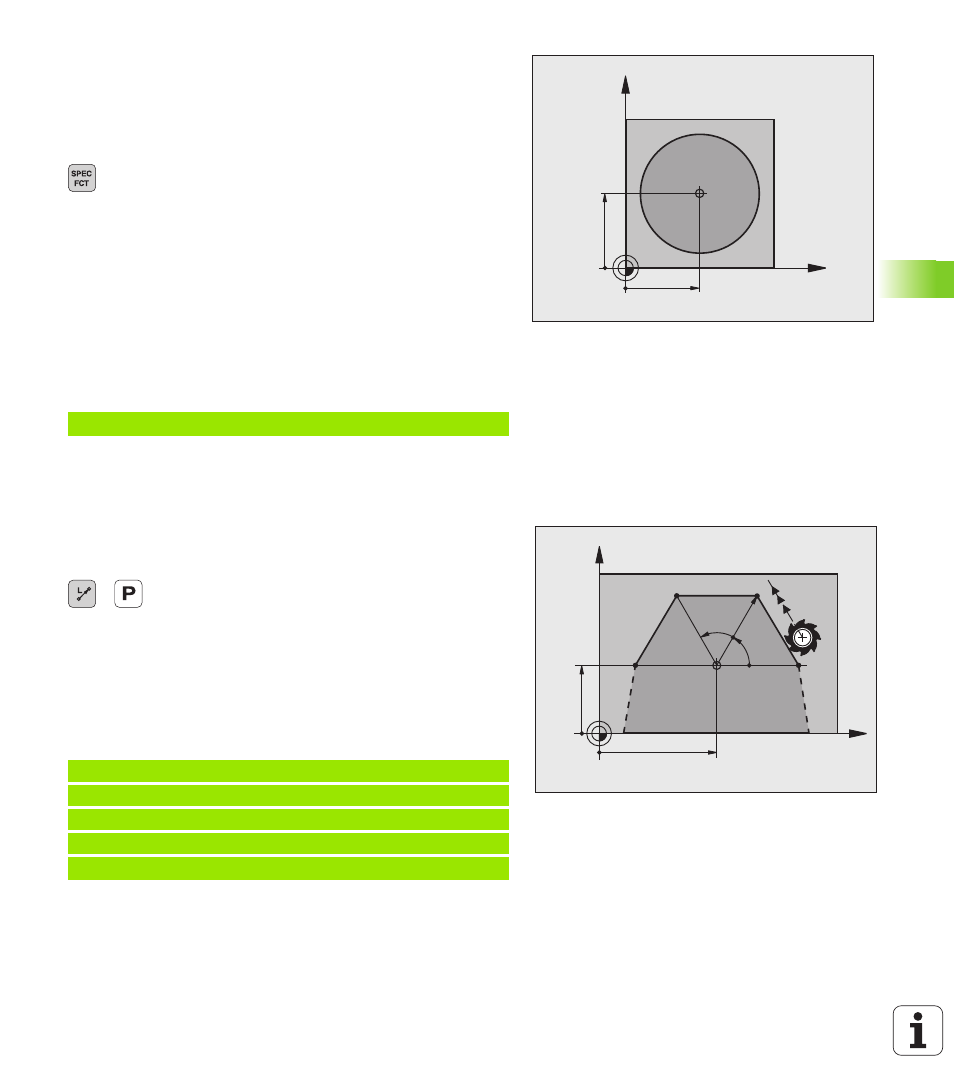
Origen de coordenadas polares: Polo I, J
El polo CC se puede determinar en cualquier posición del programa de
mecanizado, antes de indicar las posiciones con coordenadas polares.
Para determinar el polo se procede igual que para la programación del
punto central del círculo.
U
Programar el polo: pulsar la tecla SPEC FCT
U
Seleccionar la softkey PROGRAMA FUNCIONES
U
Seleccionar la softkey DIN/ISO
U
Seleccionar la softkey I ó J
U
Coordenadas
: Introducir las coordenadas de ángulo
recto para el polo o para aceptar la última posición
programada: introducir G29. Determinar el polo antes
de programar las coordenadas polares. El polo se
programa solo en coordenadas cartesianas. El polo
permanece activado hasta que se determina un
nuevo polo.
Ejemplo de frases NC
Recta en marcha rápida G10
Recta en avance G11 F
La herramienta se desplaza según una recta desde su posición actual
al punto final de la misma. El punto de partida es el punto final de la
frase anterior.
U
Radio en coordenadas polares R
: Introducir la
distancia del punto final de la recta al polo CC
U
Ángulo en coordenadas polares H
: posición angular
del punto final de la recta entre -360° y +360°
El signo de H se determina mediante el eje de referencia angular:
Angulo del eje de referencia angular a R en sentido antihorario: H>0
Angulo del eje de referencia angular a R en sentido horario: H<0
Ejemplo de frases NC
X
Y
X=I
Y=J
N120 I+45 J+45 *
X
Y
45
25
60°
60°
30
CC
N120 I+45 J+45 *
N130 G11 G42 R+30 H+0 F300 M3 *
N140 H+60 *
N150 G91 H+60 *
N160 G90 H+180 *