Definir una pieza en bruto, 3 pr ogr a mar la pr imer a pieza – HEIDENHAIN TNC 640 (34059x-01) ISO programming Manual del usuario
Página 38
38
Primeros pasos con el TNC 640
1
.3 Pr
ogr
a
mar la pr
imer
a pieza
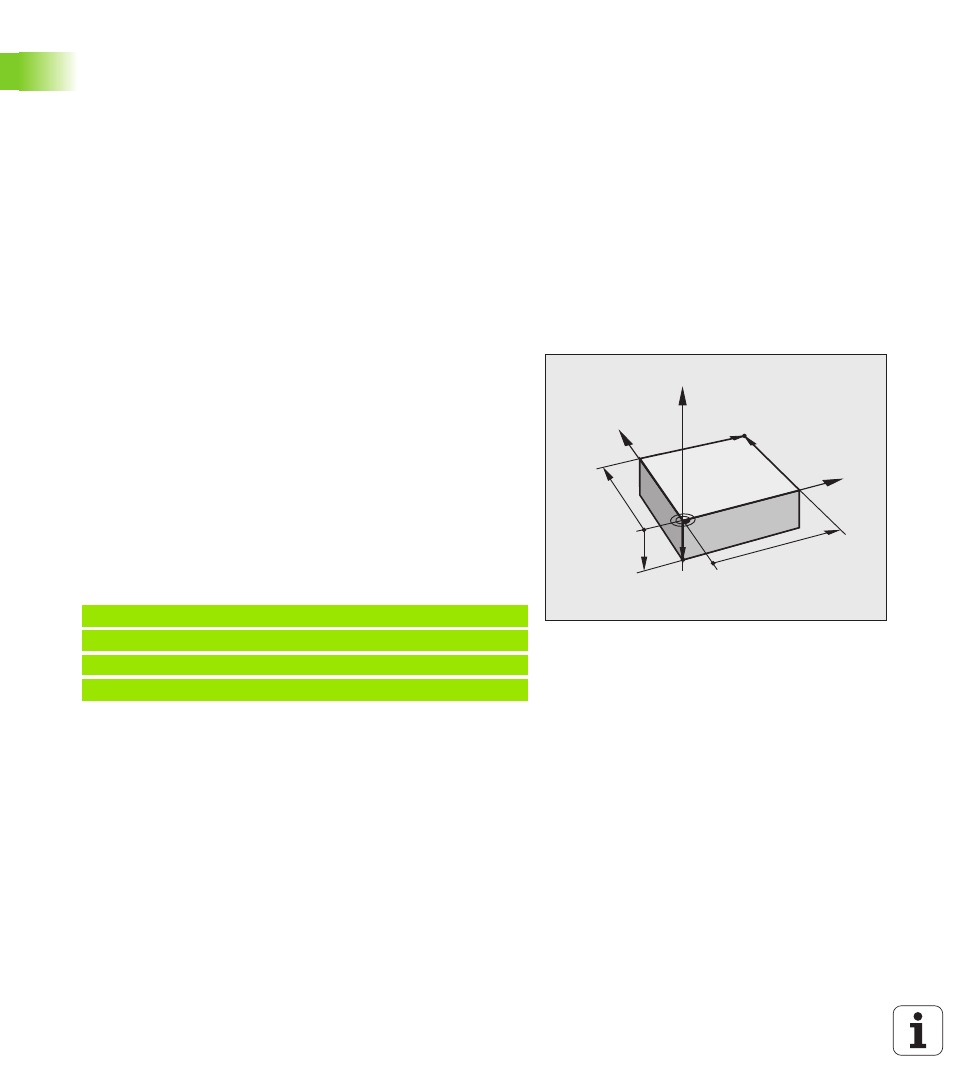
Definir una pieza en bruto
Después de abrir un programa nuevo, el TNC iniciará inmediatamente
el diálogo para introducir la definición de la pieza en bruto. Como pieza
en bruto siempre se define un cubo indicando el punto MIN y MAX
siempre referido al punto de referencia elegido.
Después de abrir un programa nuevo, el TNC iniciará inmediatamente
la definición de la pieza en bruto y solicita los datos de la pieza en bruto
necesarios:
U
Eje de cabezal Z - Plano XY
: introducir el eje de cabezal activo.
G17 es el ajuste por defecto, aceptar con la tecla ENT
U
Definición pieza bruto: mínimo X
: introducir la coordenada X más
pequeña de la pieza en bruto respecto al punto de referencia, p. ej.
0, confirmar con la tecla ENT
U
Definición pieza bruto: mínimo Y
: introducir la coordenada Y más
pequeña de la pieza en bruto respecto al punto de referencia, p. ej.
0, confirmar con la tecla ENT
U
Definición pieza bruto: mínimo Z
: introducir la coordenada Z más
pequeña de la pieza en bruto respecto al punto de referencia, p. ej.
-40, confirmar con la tecla ENT
U
Definición pieza bruto: máximo X
: introducir la coordenada X más
grande de la pieza en bruto respecto al punto de referencia, p. ej.
100, confirmar con la tecla ENT
U
Definición pieza bruto: máximo Y
: introducir la coordenada Y más
grande de la pieza en bruto respecto al punto de referencia, p. ej.
100, confirmar con la tecla ENT
U
Definición pieza bruto: máximo Z
: introducir la coordenada Z más
grande de la pieza en bruto respecto al punto de referencia, p. ej. 0,
confirmar con la tecla ENT: el TNC terminará el diálogo
Ejemplo de frases NC
Informaciones detallada respecto a este tema
Definir la pieza en bruto: (véase pág. 84)
Y
X
Z
MAX
MIN
-40
100
100
0
0
%NEU G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NUEVO G71 *