HEIDENHAIN TNC 640 (34059x-01) ISO programming Manual del usuario
Página 298
298
Programación: funciones auxiliares
9.3 F
unciones auxiliar
es par
a
la indicación de coor
denadas
9.3 Funciones auxiliares para la
indicación de coordenadas
Programación de coordenadas referidas a la
máquina: M91/M92
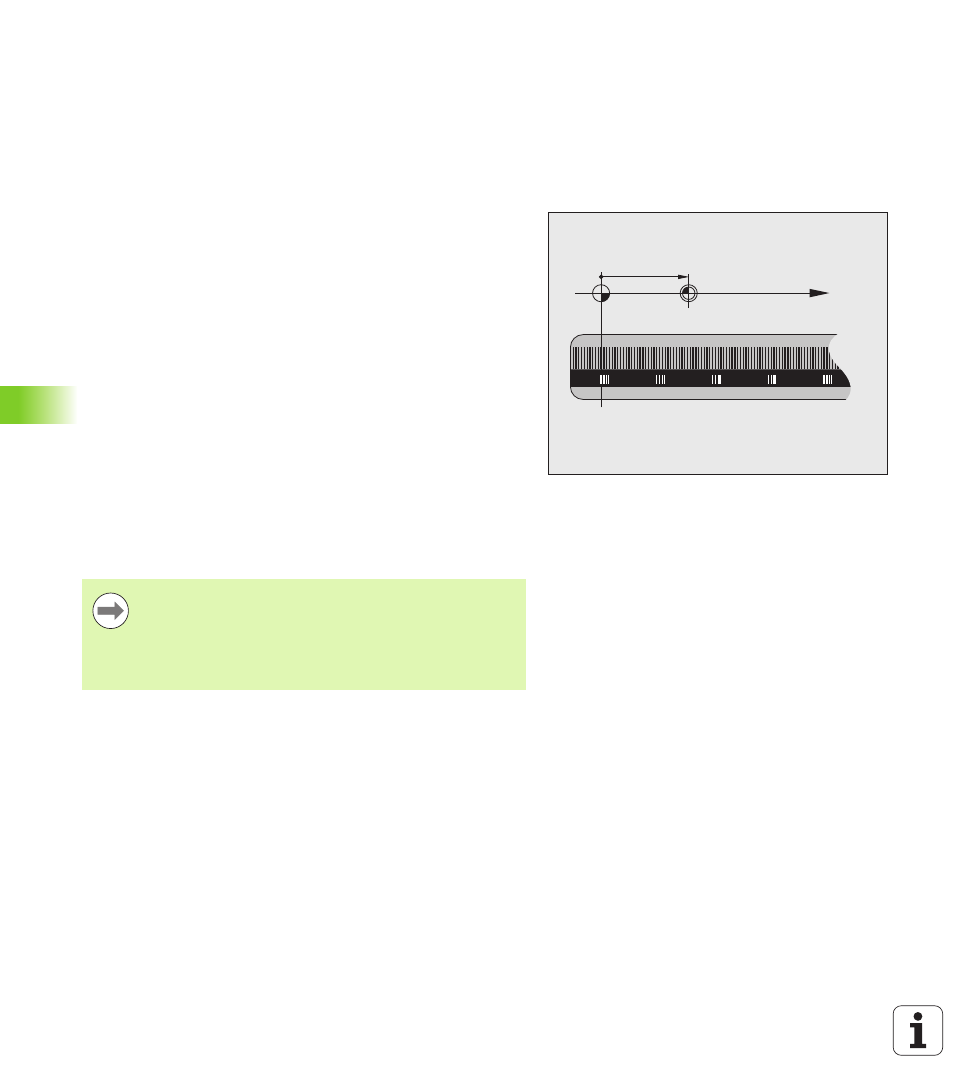
Punto cero de la regla
En las reglas la marca de referencia indica la posición del punto cero
de la misma.
Punto cero de la máquina
El punto cero de la máquina se precisa para:
fijar los limites de desplazamiento (finales de carrera de software)
llegar a posiciones fijas de la máquina (p.ej. posición para el cambio
de herramienta)
fijar un punto de referencia en la pieza
El constructor de la máquina introduce para cada eje la distancia desde
el punto cero de la máquina al punto cero de la regla en un parámetro
de máquina.
Comportamiento estándar
El TNC refiere las coordenadas al punto cero de la pieza Véase "Fijación
del punto de referencia sin palpador 3D" en pág. 379.
Comportamiento con M91 - Punto cero de la máquina
Cuando en una frase de posicionamiento las coordenadas se refieren
al punto cero de la máquina, se introduce en dicha frase M91.
El TNC indica los valores de coordenadas referidos al punto cero de la
máquina. En la visualización de estados se conecta la visualización de
coordenadas a REF, Véase "Visualización de estado" en pág. 63.
X (Z,Y)
X
MP
Si se programan coordenadas incrementales en una frase
M91, estas coordenadas se referirán a la última posición
M91 programada. Si el programa NC activo no hay
programada ninguna posición M91 programada, la
coordenadas se referirán entonces a la posición actual de
la herramienta.