HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 88
88
Ciclos de mecanizado: Taladro
3.5 MANDRINADO (ciclo
202, DIN/ISO:
G202)
Dirección de libre retroceso (0/1/2/3/4)
Q214:
Determinar la dirección en la cual el TNC retira la hta.
de la base del taladro (después de la orientación del
cabezal)
Ángulo para orientación del cabezal
Q336 (valor
absoluto): ángulo sobre el cual el TNC posiciona la hta.
antes de retirarla. Campo de entrada -360.000 hasta
360.000
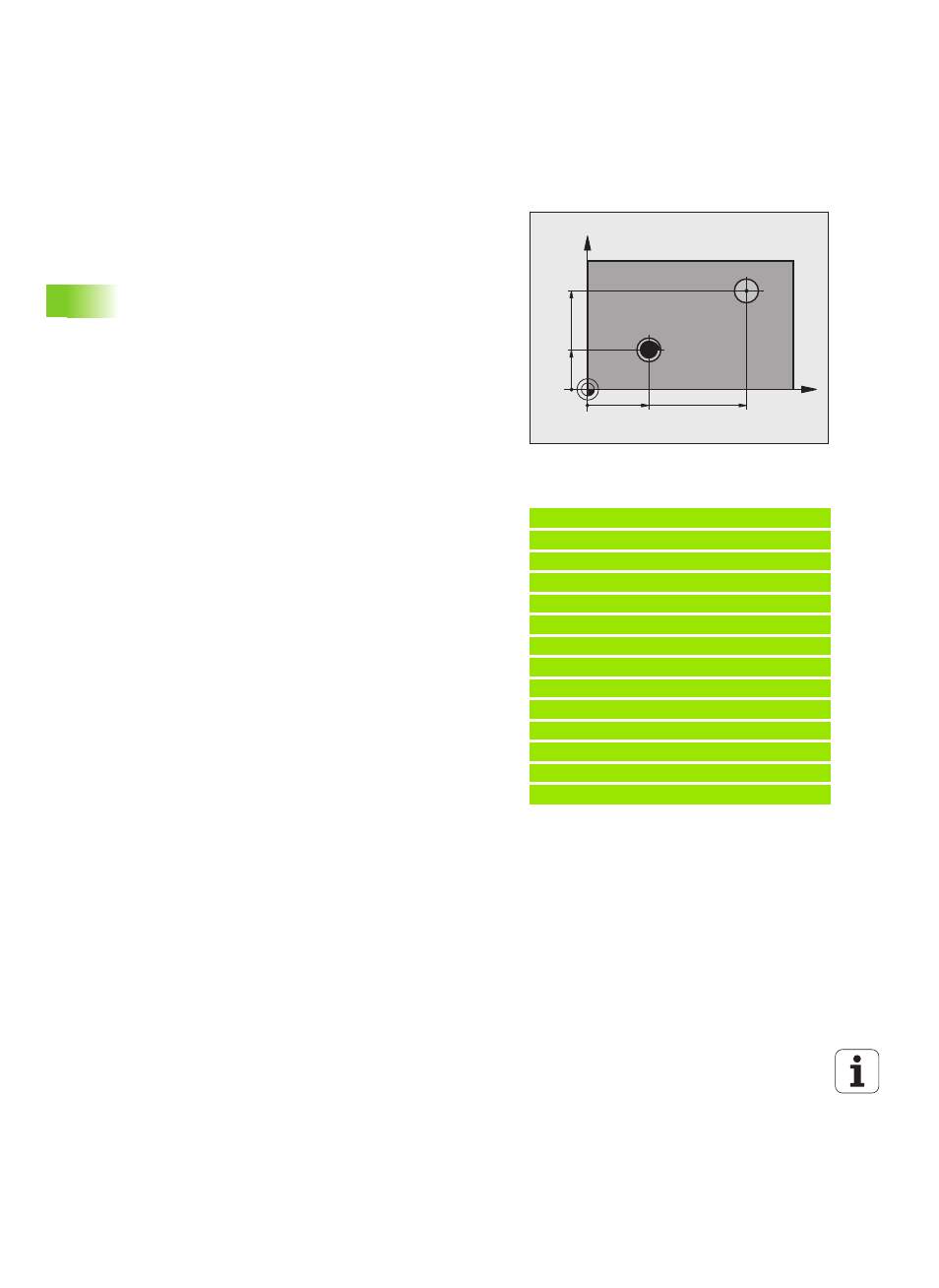
Ejemplo:
10 L Z+100 R0 FMAX
11 CYCL DEF 202 MANDRINADO
Q200=2
;DISTANCIA DE SEGURIDAD
Q201=-15
;PROFUNDIDAD
Q206=100
;AVANCE AL PROFUNDIZAR
Q211=0,5
;TIEMPO DE ESPERA ABAJO
Q208=250
;AVANCE DE RETROCESO
Q203=+20
;COORDENADA SUPERFICIE
Q204=100
;2A. DIST.DE SEGURIDAD
Q214=1
;DIRECCIÓN DE RETROCESO
Q336=0
;ÁNGULO CABEZAL
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M99
30
X
Y
20
80
50
0
no retirar la herramienta
1
retirar la hta. en la dirección negativa del eje
principal
2
retirar la hta. en la dirección negativa del eje
transversal
3
retirar la hta. en la dirección positiva del eje
principal
4
retirar la hta. en la dirección positiva del eje
transversal