Parámetros de ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 443
HEIDENHAIN iTNC 530
443
16.9
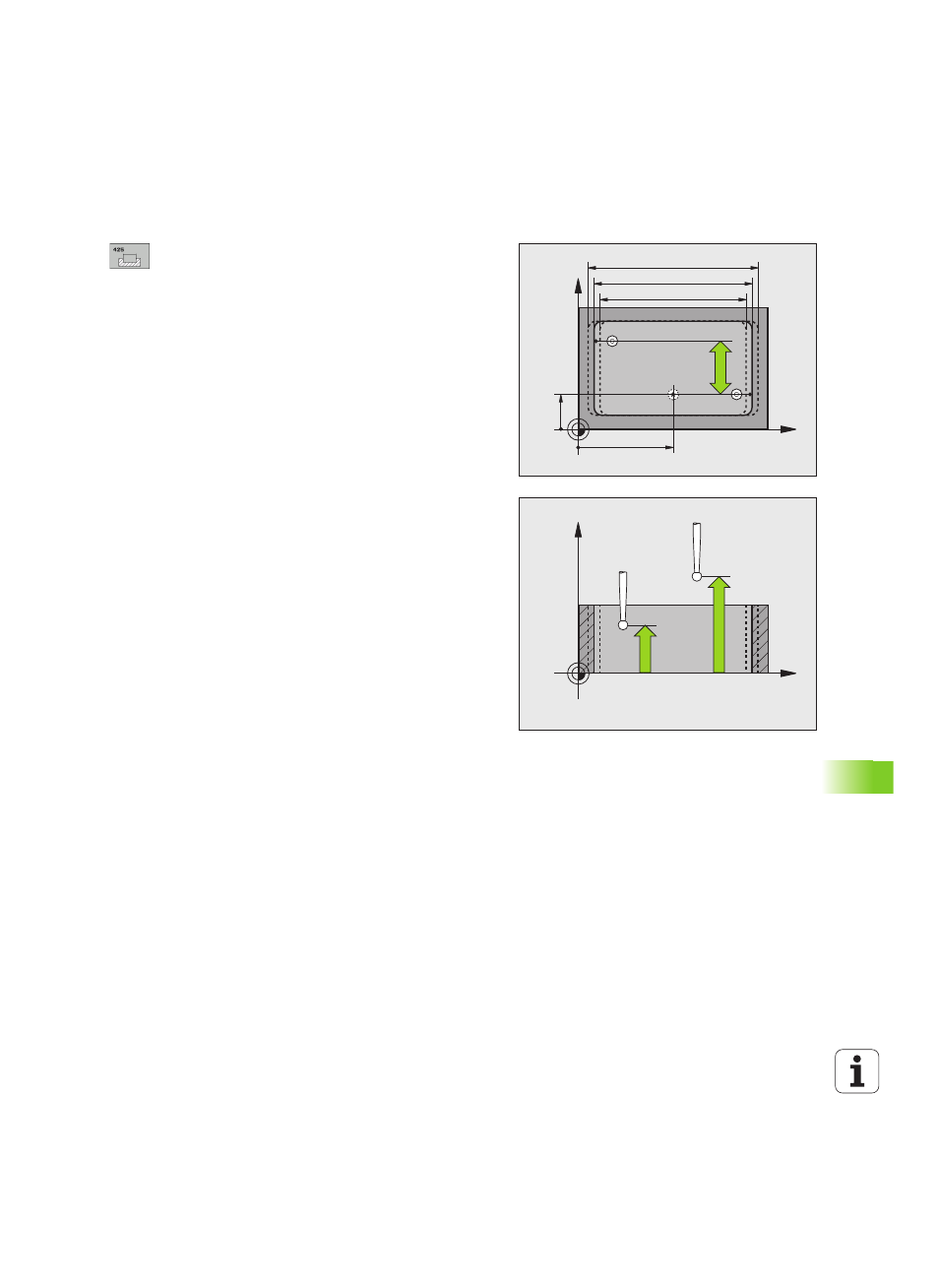
MEDIR
ANCHURA
INTERIOR
(ciclo 425, DIN/ISO:
G425)
Parámetros de ciclo
Punto inicial 1er eje
Q328 (valor absoluto): Punto
de partida del proceso de palpación en el eje principal
del plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
Punto inicial 2º eje
Q329 (valor absoluto): Punto de
partida del proceso de palpación en el eje auxiliar del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
Desvío para la 2ª medición
Q310 (offset del valor
incremental): Valor según el cual se desvía el palpador
antes de la segunda medición. Si se programa 0, el
TNC no desvía el palpador. Campo de introducción
-99999,9999 a 99999.9999
Eje de medición
Q272: Eje del plano de mecanizado
en el que debe realizarse la medición:
1
:Eje principal = eje de medida
2
:Eje auxiliar = eje de medida
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo de
introducción -99999,9999 hasta 99999,9999
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza. Campo de introducción -99999,9999 hasta
99999,9999 alternativo PREDEF
Longitud nominal
Q311: Valor nominal de la longitud
a medir. Campo de introducción 0 hasta 99999,9999
Cota máxima
Q288: Longitud máxima admisible.
Campo de introducción 0 hasta 99999,9999
Cota mínima
Q289: Longitud mínima admisible.
Campo de introducción 0 hasta 99999,9999
Q329
Q328
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q310
X
Z
Q261
Q260