Desarrollo del ciclo, Din/iso: g290)” en pág. 324 – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 324
324
Ciclos: Funciones especiales
12.7
TO
RNEAR
POR
INTERPOLA
CIÓN
(opción
de
sof
tw
ar
e,
ciclo
290,
DIN/ISO:
G290)
12.7 TORNEAR POR
INTERPOLACIÓN (opción de
software, ciclo 290,
DIN/ISO: G290)
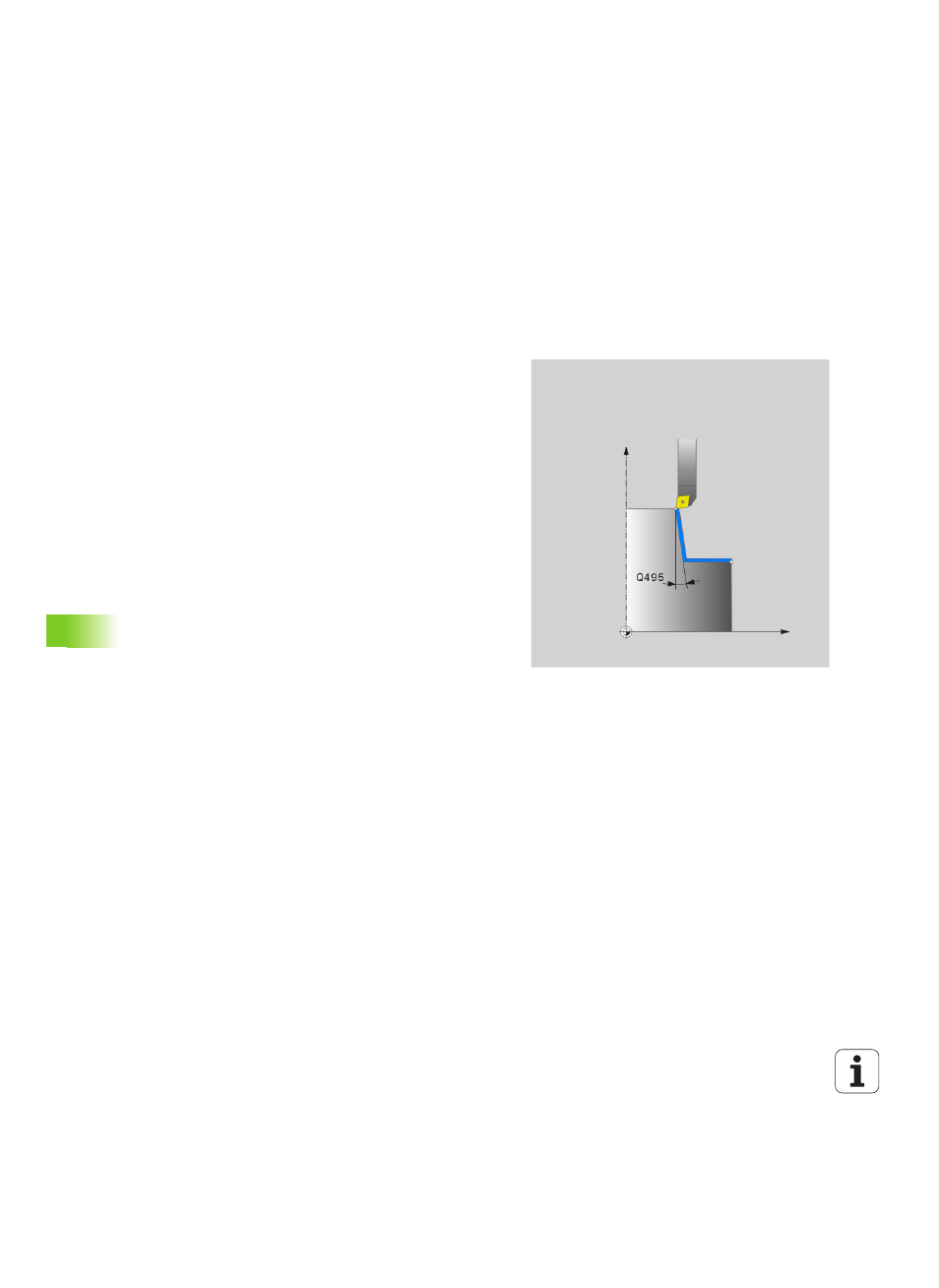
Desarrollo del ciclo
Con este cicclo se puede crear un resalte simétrico en rotación en el
plano de mecanizado, definido por un punto inicial y final. El centro de
rotación es el punto inicial (XY) en la llamada de ciclo. Las superficies
de rotación se pueden inclinar y redondear una hacia la otra. Las
superficies se pueden crear tanto por torneado por interpolación o
mediante fresado.
1
El TNC posiciona la herramienta en altura de seguridad sobre el
punto inicial del mecanizado. Este resulta de una prolongación
tangencial del punto inicial del contorno por la distancia de
seguridad.
2
El TNC crea el contorno definido mediante torneado por
interpolación. Con ello, los ejes principales del plano de
mecanizado describen un movimiento circular, mientras el eje del
cabezal se alinea perpendicularmente a la superficie.
3
En el punto final del contorno, el TNC retira la herramienta
verticalmente por la distancia de seguridad.
4
Finalmente, el TNC posiciona la herramienta en la altura de
seguridad