Parámetros de ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 125
HEIDENHAIN iTNC 530
125
4.6
FRESADO
DE
R
O
SCA
(ciclo
262,
DIN/ISO:
G262)
Parámetros de ciclo
Diámetro nominal
Q335: Diámetro nominal de rosca
Campo de introducción 0 hasta 99999,9999
Paso de rosca
Q239:Paso de la rosca. El signo
determina si el roscado es a derechas o a izquierdas:
+
= rosca a derechas
-
= rosca a izquierdas
Zona de entrada: -99,9999 a 99,9999
Profundidad de roscado
Q201 (valor incremental):
Distancia de la superficie de la pieza a la base del
roscado. Campo de introducción -99999,9999 hasta
99999,9999
Roscas por paso
Q355: número de roscas en los que
se deplaza la herramienta:
0
= una hélice de 360º a la profundidad de la rosca
1
= hélice continua en toda la longitud de la rosca
>1
= varias trayectorias helicoidales con
desplazamientos de ida y vuelta, entre los cuales el
TNC desplaza la herramienta a Q355 multiplicado por
el paso. Campo de introducción 0 a 99999
Avance de preposicionamiento
Q253: Velocidad de
desplazamiento de la hta. al profundizar en la pieza o
bien al salir de la pieza en mm/min. Campo de
introducción 0 a 99999,999 alternativo FMAX, FAUTO,
PREDEF
Tipo de fresado
Q351: Tipo de fresado con M3
+1
= Fresado sincronizado
–1
= Fresado a contramarcha
alternativo PREDEF
Distancia de seguridad
Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza. Campo de introducción 0 a 99999.9999
alternativo PREDEF
Coordenadas Superficie de la pieza
Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
Campo de entrada -99999,9999 hasta 99999,9999
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción) Campo de introducción 0 hasta
99999,9999 alternativo PREDEF
Avance fresado
Q207: Velocidad de desplazamiento
de la hta. durante el fresado en mm/min. Campo de
introducción 0 a 99999,9999 alternativo FAUTO
Avance fresado
Q512: Velocidad de desplazamiento
de la hta. durante la entrada en la rosca en mm/min.
Campo de introducción 0 a 99999,9999 alternativo
FAUTO
Ejemplo: Bloques NC
25 CYCL DEF 262 FRESADO DE ROSCA
Q335=10
;DIÁMETRO NOMINAL
Q239=+1.5 ;PASO DE ROSCA
Q201=-20
;PROFUNDIDAD DE ROSCA
Q355=0
;REPASAR
Q253=750
;AVANCE DE PREPOSICIONAMIENTO
Q351=+1
;TIPO DE FRESADO
Q200=2
;DISTANCIA DE SEGURIDAD
Q203=+30
;COORDENADA SUPERFICIE
Q204=50
;2A. DIST.DE SEGURIDAD
Q207=500
;AVANCE DE FRESADO
Q512=50
;APROXIMAR AVANCE
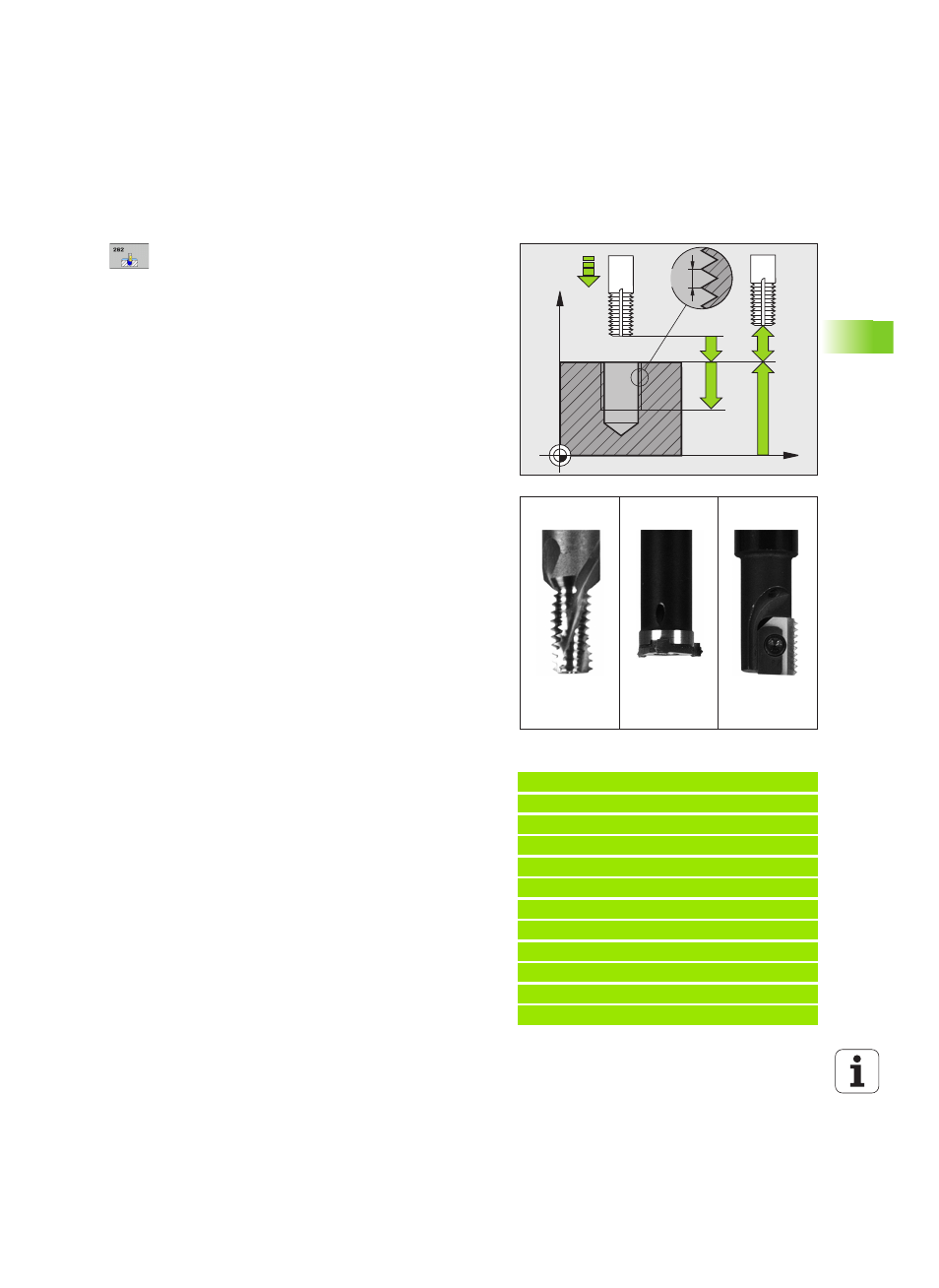
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
Q355 = 1
Q355 > 1
Q355 = 0