Parámetros de ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 164
164
Ciclos de mecanizado: Fresado de cajeras / Fresado de islas / Fresado de ranuras
5.5
RANURA
CIR
C
ULAR
(ciclo
254,
DIN/ISO:
G254)
Parámetros de ciclo
Tipo de mecanizado (0/1/2)
Q215: Determinación
del tipo de mecanizado:
0
: Desbaste y Acabado
1
: Sólo Desbaste
2
: Sólo Acabado
Acabado lateral y acabado en profundidad solo serán
ejecutados si se ha definido la sobremedida de
acabado correspondiente (Q368, Q369)
Ancho de la ranura
Q219 (valor paralelo al eje
transversal del plano de mecanizado): Introducir la
anchura de la ranura. Si se introduce la anchura de la
ranura igual al diámetro de la hta, el TNC sólo realiza
el desbaste (fresado de la ranura). Ancho máximo de
la ranura en el desbaste: doble del diámetro de la
herramienta. Campo de introducción 0 a 99999,9999
Sobremedida acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado. Campo de introducción 0 a 99999,9999
Diámetro del arco de círculo
Q375: Introducir el
diámetro del arco de círculo. Campo de introducción
0 a 99999,9999
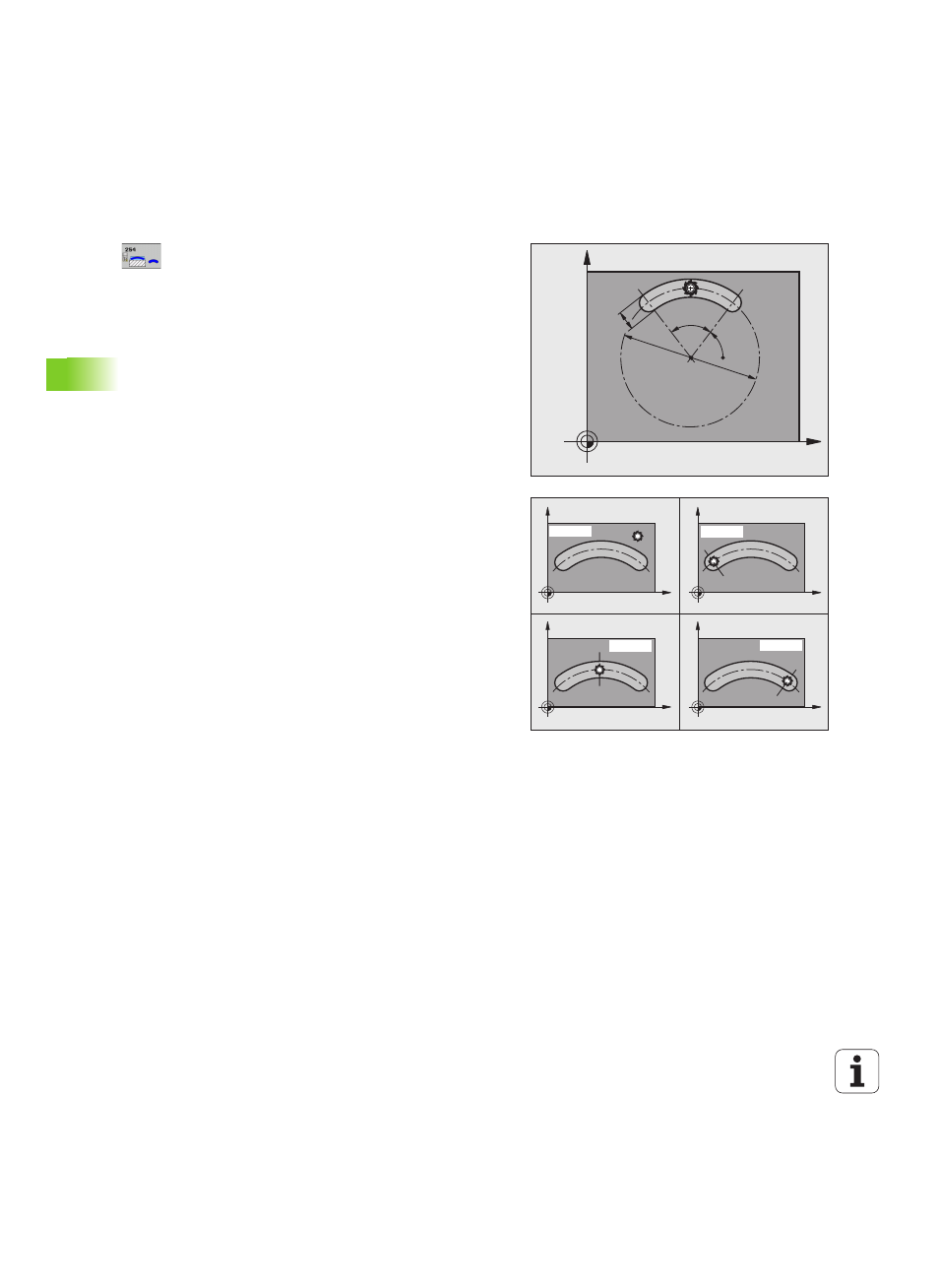
Referencia para la posición de la ranura
(0/1/2/3/4)
Q367: Posición de la ranura en
referencia a la posición de la herramienta en el
momento de llamar al ciclo:
0
: No se tiene en cuenta la posición de la herramienta.
La posición de la ranura se genera desde el centro del
círculo graduado y el ángulo de partida
1
: posición de la herramienta = centro círculo
izquierdo de ranura. El ángulo de partida Q376 se
refiere a esta posición. No se tiene en cuenta el
centro del circulo graduado introducido
2
: posición de la herramienta = centro del arco El
ángulo de partida Q376 se refiere a esta posición. No
se tiene en cuenta el centro del circulo graduado
introducido
3
: posición de la herramienta = centro círculo derecho
de ranura. El ángulo de partida Q376 se refiere a esta
posición. No se tiene en cuenta el centro del circulo
graduado introducido
Centro 1er eje
Q216 (valor absoluto): Centro del
círculo graduado en el eje principal del plano de
mecanizado. Sólo tiene efecto si Q367 = 0 Campo
de entrada -99999,9999 hasta 99999,9999
Centro 2º eje
Q217 (valor absoluto): Centro del
círculo graduado en el eje transversal del plano de
mecanizado Sólo tiene efecto si Q367 = 0 Campo de
entrada -99999,9999 hasta 99999,9999
Angulo inicial
Q376 (valor absoluto): Introducir el
angulo del punto inicial en coordenadas polares.
Campo de introducción -360.000 hasta 360.000
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3