HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 170
170
Ciclos de mecanizado: Fresado de cajeras / Fresado de islas / Fresado de ranuras
5.6 ISLA RECT
ANGULAR (ciclo 256, DIN/ISO:
G256)
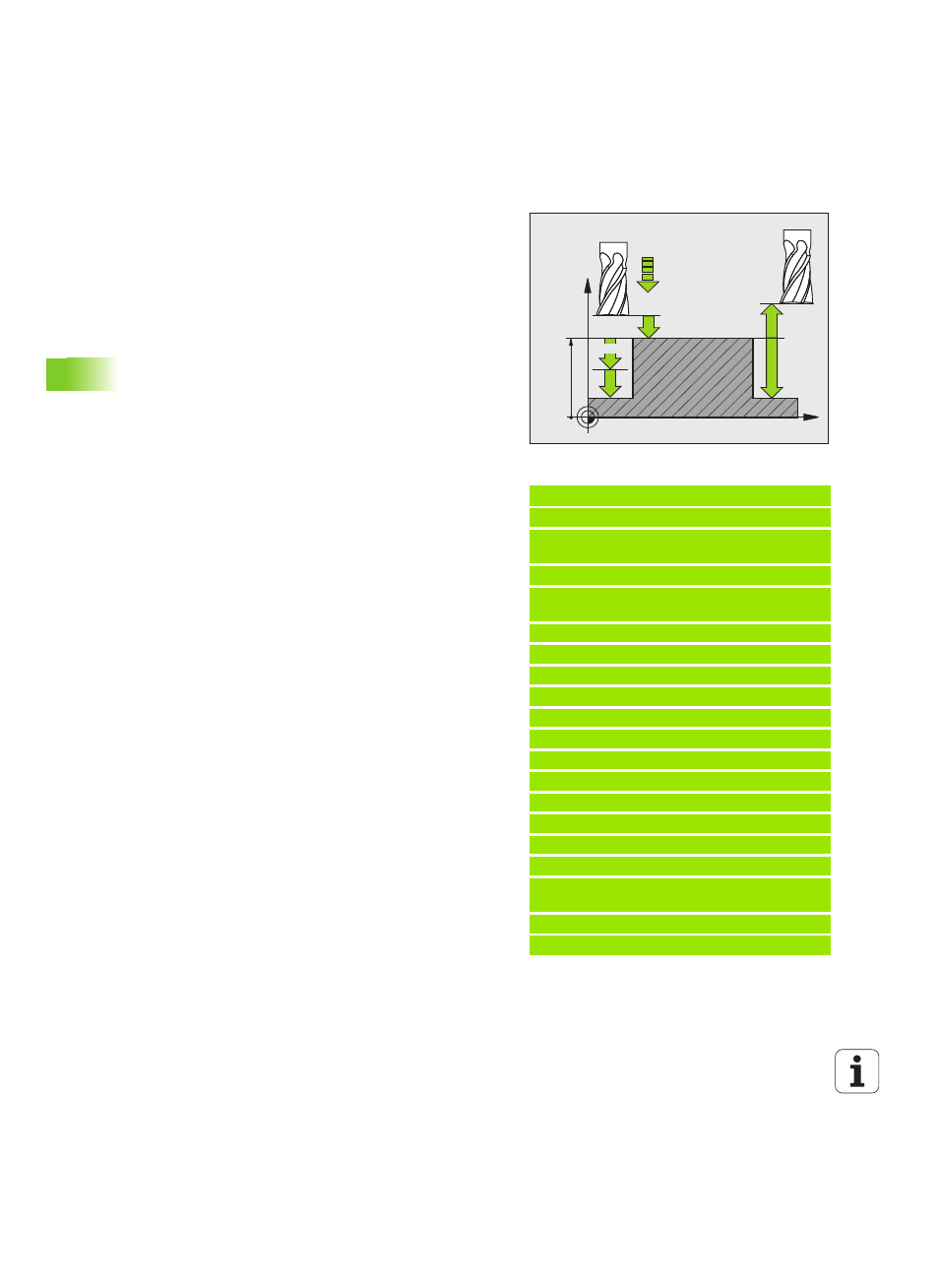
Avance fresado
Q207: Velocidad de desplazamiento
de la hta. durante el fresado en mm/min. Campo de
introducción 0 a 99999,9999 alternativo FAUTO, FU, FZ
Tipo de fresado
Q351: Tipo de fresado con M3:
+1
= Fresado sincronizado
–1
= Fresado a contramarcha
alternativo PREDEF
Profundidad
Q201 (valor incremental): Distancia entre
la superficie de la pieza y la base de la isla. Campo de
entrada -99999,9999 hasta 99999,9999
Profundidad de paso
Q202 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza; introducir un valor mayor que 0. Campo de
introducción 0 hasta 99999,9999
Avance al profundizar
Q206: Velocidad de
desplazamiento de la hta. durante el desplazamiento
a profundidad en mm/min. Campo de introducción 0
a 99999,9999 FMAX, FAUTO, FU, FZ
Distancia de seguridad
Q200 (valor incremental):
Distancia entre la superficie frontal de la hta. y la
superficie de la pieza. Campo de introducción 0 hasta
99999,9999 alternativo PREDEF
Coordenada de la superficie de la pieza
Q203
(valor absoluto): Coordenada absoluta de la superfice
de la pieza. Campo de introducción -99999,9999
hasta 99999,9999
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción) Campo de introducción 0 a
99999,9999 alternativo PREDEF
Factor de solapamiento en la trayectoria
Q370:
Q370 x radio de la herramienta da como resultado la
aproximación lateral k. Campo de introducción 0,1 a
1,414 alternativo PREDEF
Posición de aproximación (0...4)
Q437 Determinar
estrategia de aproximación de la herramienta:
0
: a la derecha de la isla (ajuste básico)
1
: esquina inferior izquierda
2
: esquina inferior derecha
3
: esquina superior derecha
4
: esquina superior izquierda
Si durante la aproximación con el ajuste Q437=0, se
originan marcas de aproximación sobre la isla,
seleccionar una posición de aproximación diferente
Ejemplo: Bloques NC
8 CYCL DEF 256 ISLA RECTANGULAR
Q218=60
;LONGITUD LADO 1
Q424=74
;DIMENSIÓN DE LA PIEZA EN
BRUTO 1
Q219=40
;LONGITUD LADO 2
Q425=60
;DIMENSIÓN DE LA PIEZA EN
BRUTO 2
Q220=5
;RADIO DE LA ESQUINA
Q368=0.2
;SOBREMEDIDA LATERAL
Q224=+0
;ANGULO DE GIRO
Q367=0
;POSICIÓN DE LA ISLA
Q207=500
;AVANCE DE FRESADO
Q351=+1
;TIPO DE FRESADO
Q201=-20
;PROFUNDIDAD
Q202=5
;PROFUNDIDAD DE PASO
Q206=150
;AVANCE AL PROFUNDIZAR
Q200=2
;DISTANCIA DE SEGURIDAD
Q203=+0
;COORDENADA SUPERFICIE
Q204=50
;2A. DIST.DE SEGURIDAD
Q370=1
;SOLAPAMIENTO DE LA
TRAYECTORIA
Q437=0
;POSICIÓN DE APROXIMACIÓN
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q201
Q206
Q203
Q204
Q202