Parámetros de ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 424
424
Ciclos de palpación: Controlar las piezas automáticamente
16.4
MEDIR
ÁNGUL
O
(ciclo
420,
DIN/ISO:
G420)
Parámetros de ciclo
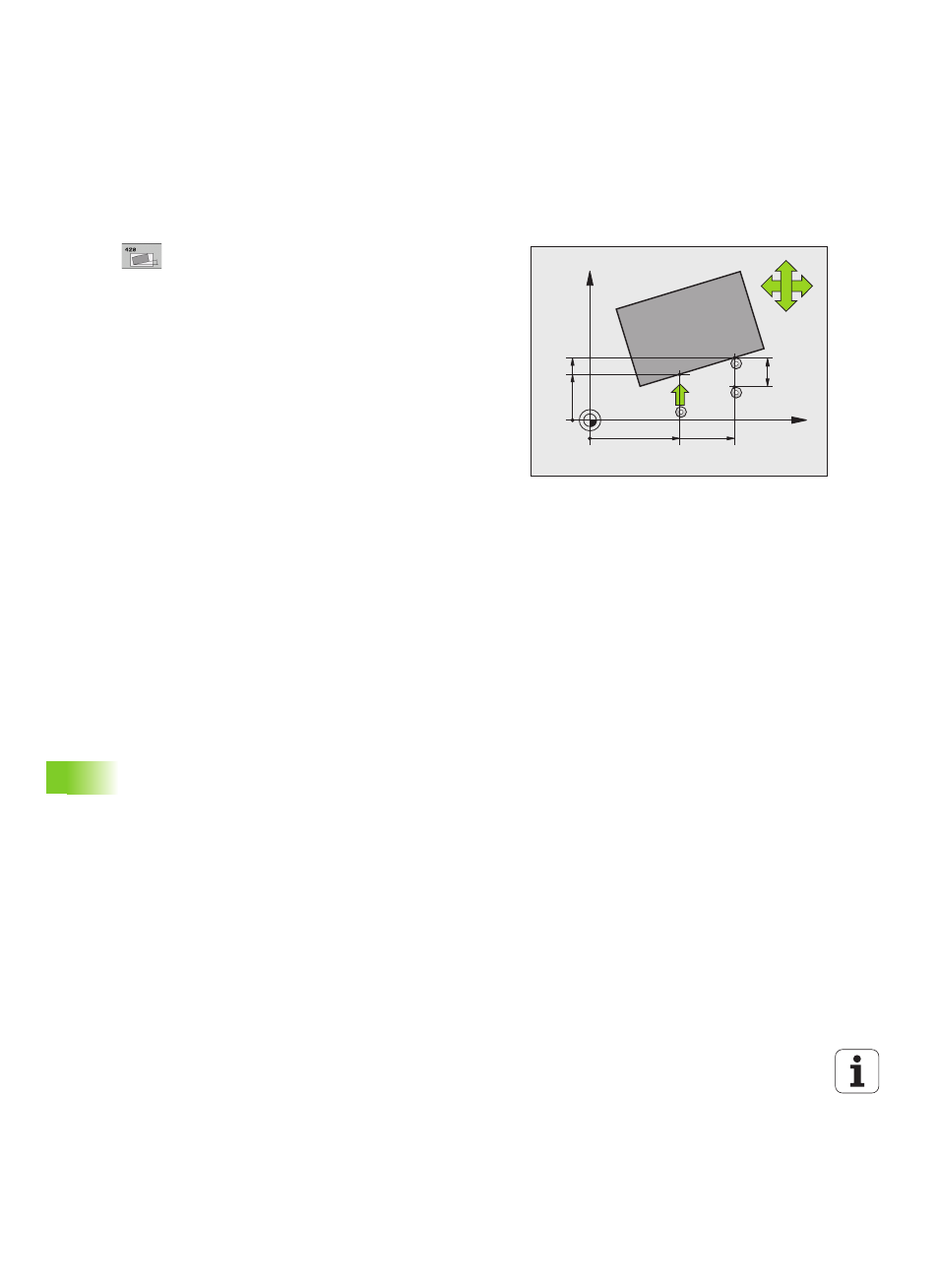
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado. Campo de
introducción -99999,9999 hasta 99999,9999
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 hasta 99999,9999
2º punto de medición del 1er eje
Q265 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje principal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999.9999
2º punto de medición del 2º eje
Q266 (absoluto):
coordenada del segundo punto de palpación en el eje
auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 hasta 99999,9999
Eje de medición
Q272: Eje en el que debe realizarse
la medición:
1
: Eje principal = eje de medida
2
: Eje auxiliar = eje de medida
3
: Eje palpador = eje de medición
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320