Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 275
HEIDENHAIN iTNC 530
275
10
.5
FRESADO
PLANO
(c
iclo
232,
DIN/ISO:
G232)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
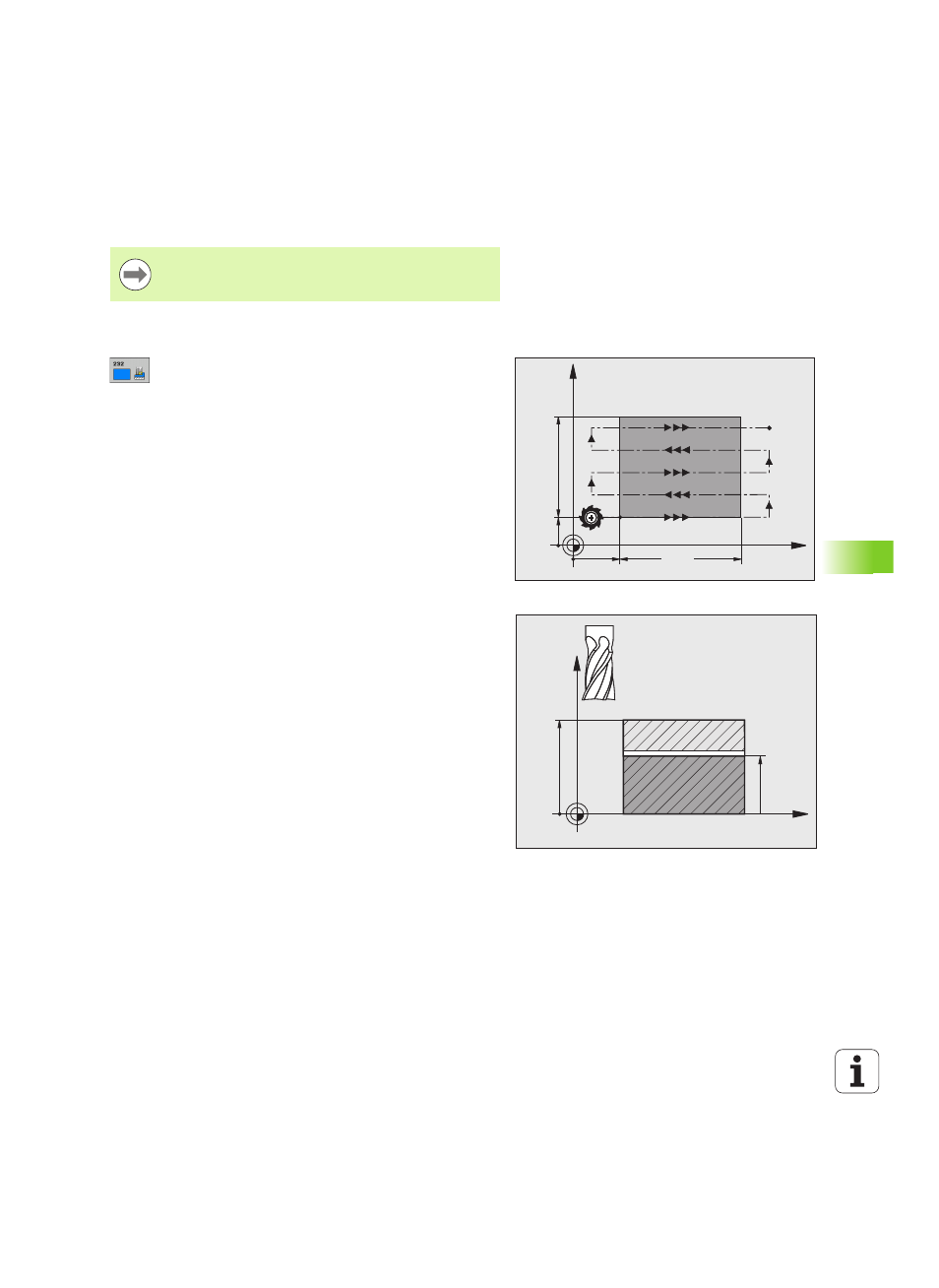
Estrategia de mecanizado (0/1/2)
Q389:
Determinar, cómo debe mecanizar el TNC la
superficie:
0
: Mecanizar en forma de meandro, incremento
lateral en avance de posicionamiento por fuera de la
superficie a mecanizar
1
: Mecanizar en forma de meandro, incremento
lateral en el avance de fresado dentro de la superficie
a mecanizar
2
: Mecanizar línea a línea, retroceso e incremento
lateral con avance de posicionamiento
Punto de partida 1er eje
Q225 (valor absoluto):
Coordenadas del punto de partida de la superficie a
mecanizar en el eje principal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999.9999
Punto de partida 2º eje
Q226 (valor absoluto):
Coordenadas del punto de partida de la superficie a
planear en el eje transversal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999.9999
Punto de partida del 3er. eje
Q227 (absoluto):
Coordenadas de la superficie de la pieza, de la cual se
deben calcular las aproximaciones. Campo de
introducción -99999,9999 a 99999.9999
Punto final del 3er. eje
Q386 (absoluto):
Coordenadas en el eje de cabezal sobre el que se
debe fresar transversalmente la superficie. Campo de
introducción -99999,9999 a 99999.9999
Longitud lado 1
Q218 (valor incremental): Longitud
de la superficie a mecanizar en el eje principal del
plano de mecanizado. A través del signo se puede
determinar la dirección de la primera trayectoria de
fresado referida al punto de arranque del 1er. eje.
Campo de entrada -99999,9999 hasta 99999,9999
Longitud lado 2
Q219 (valor incremental): Longitud
de la superficie a mecanizar en el eje transversal del
plano de mecanizado. A través del signo se puede
determinar la dirección de la primera aproximación
transversal referida al punto de arranque del 2º eje.
Campo de introducción -99999,9999 a 99999.9999
Introducir la segunda distancia de seguridad Q204 de
forma que no se produzca ninguna colisión con la pieza o
la sujeción.
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386