Tener en cuenta durante la programación – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 270
270
Ciclos de mecanizado: Planeado
10
.4
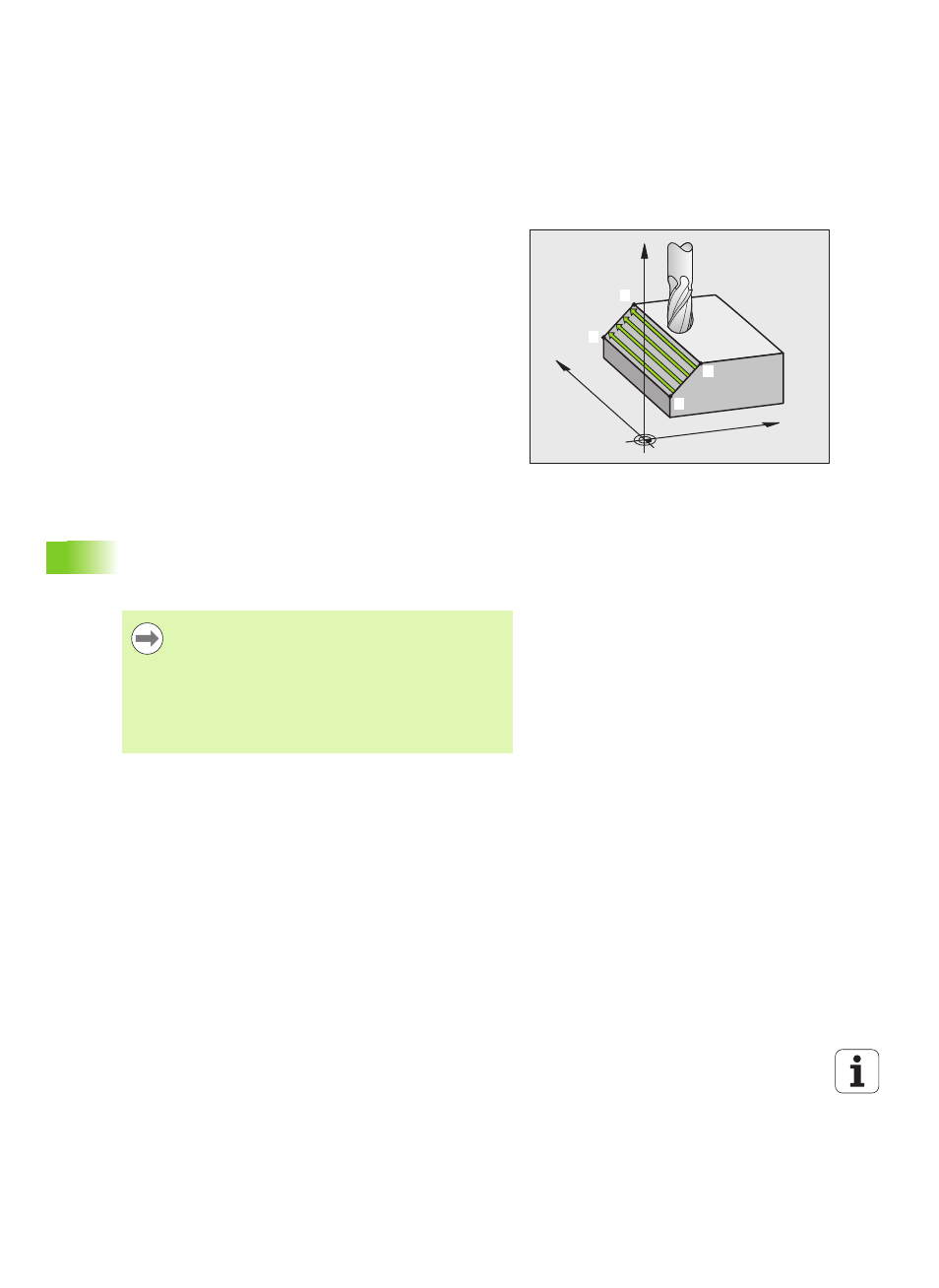
SUPERFICIE
REGULAR
(ciclo
231,
DIN/ISO:
G231)
Dirección de corte
El punto inicial y con él la dirección de fresado son de libre elección, ya
que el TNC desplaza los cortes del punto
1
al punto
2
y recorre el
proceso completo del punto
1
/
2
al punto
3
/
4
. Se puede establecer
el punto
1
en cualquier esquina de la superficie a mecanizar.
La calidad de la superficie al utilizar una fresa cilíndrica se puede
optimizar:
A través del corte del filo (punto
1
de coordenadas de eje del cabezal
mayor que el punto
2
de coordenadas de eje del cabezal) en
superficies poco inclinadas.
A través de corte de arrastre (punto
1
de coordenadas de eje del
cabezal menor que el punto
2
de coordenadas de eje del cabezal) en
superficies fuertemente inclinadas
En superficies torsionadas, establecer la dirección del movimiento
principal (del punto
1
al punto
2
) en la dirección de la inclinación más
fuerte
La calidad de la superficie al utilizar una fresa esférica se puede
optimizar:
En superficies torsionadas, establecer la dirección del movimiento
principal (del punto
1
al punto
2
) perpendicular a la dirección de la
inclinación más fuerte
¡Tener en cuenta durante la programación!
X
Y
Z
1
4
3
2
El TNC posiciona la hta. desde la posición actual sobre el
punto de partida
1
con un movimiento 3D. Posicionar
previamente la herramienta, de forma que no se produzca
ninguna colisión con la pieza o la sujeción.
El TNC desplaza la hta. con corrección de radio R0 entre
las posiciones programadas.
Si es preciso se emplea una fresa con dentado frontal
cortante en el centro (DIN 844).