HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 218
218
Ciclos de mecanizado: Cajera de contorno, trazados de contorno
7.
11
RANURA CONT
ORNO TR
OCOID
A
L (ciclo 275, DIN/ISO:
G275)
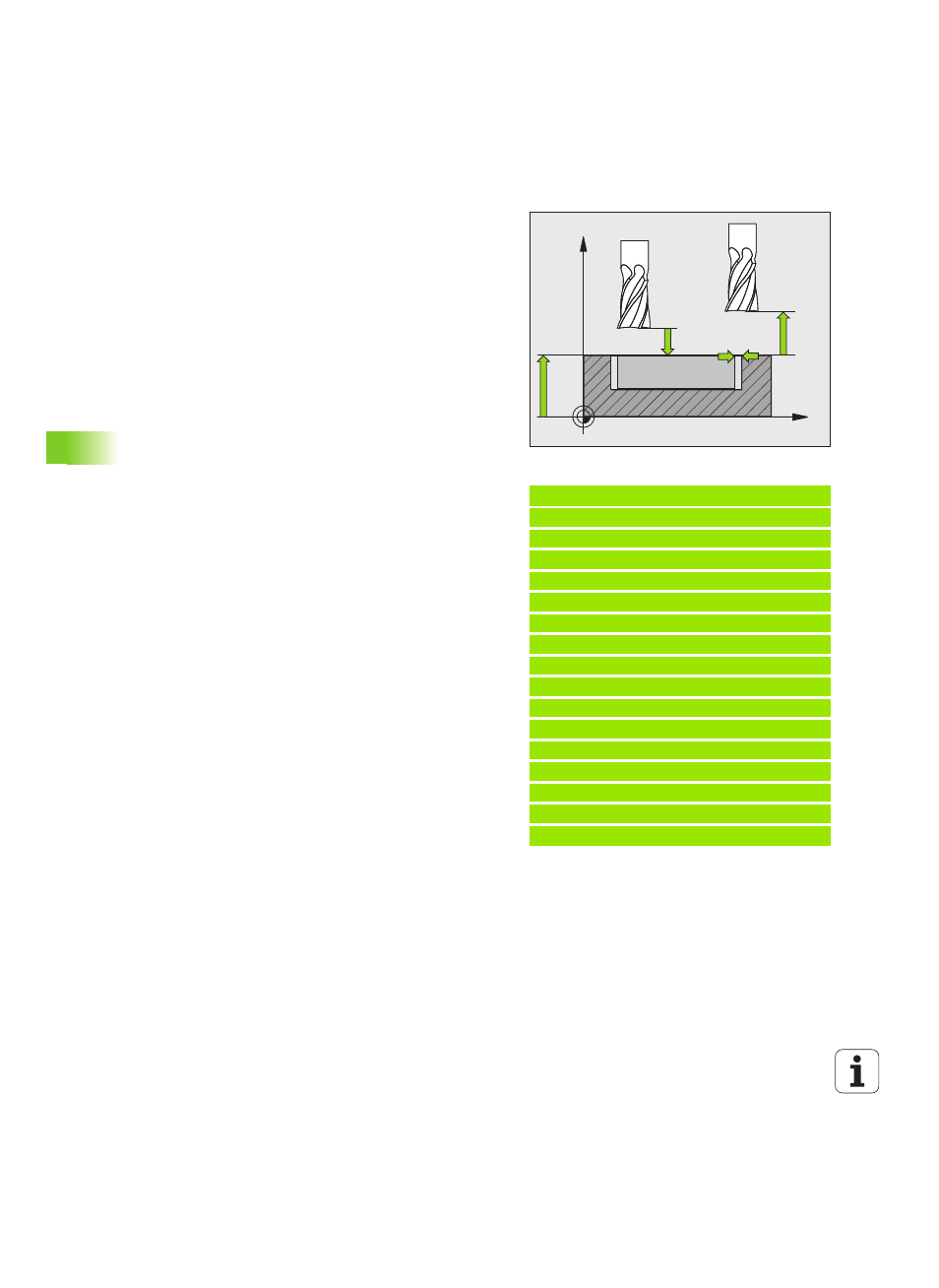
Distancia de seguridad
Q200 (valor incremental):
Distancia entre la superficie frontal de la hta. y la
superficie de la pieza. Campo de introducción 0 hasta
99999,9999 alternativo PREDEF
Coordenada de la superficie de la pieza
Q203
(valor absoluto): Coordenada absoluta de la superfice
de la pieza. Campo de introducción -99999.9999 a
99999.9999
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción) Campo de introducción 0 hasta
99999,9999 alternativo PREDEF
Estrategia de profundización
Q366: Tipo de
estrategia de profundización
0 = profundización vertical Independientemente del
ángulo de profundización ANGLE definido en la tabla
de la herramienta, el TNC profundiza
perpendicularmente
1: sin función
2 = profundización pendular. En la tabla de
herramientas, el ángulo de profundización de la
herramienta activa ANGLE debe estar definido
distinto de 0. De lo contrario el TNC emite un aviso
de error.
Alternativo PREDEF
Ejemplo: Bloques NC
8 CYCL DEF 275 RANURA CONTORNO TROCOIDAL
Q215=0
;TIPO DE MECANIZADO
Q219=12
;ANCHO DE RANURA
Q368=0.2 ;SOBREMEDIDA LATERAL
Q436=2
;APROXIMACIÓN POR VUELTA
Q207=500 ;AVANCE DE FRESADO
Q351=+1
;TIPO DE FRESADO
Q201=-20 ;PROFUNDIDAD
Q202=5
;PROFUNDIDAD DE PASO
Q206=150 ;AVANCE AL PROFUNDIZAR
Q338=5
;PASO PARA ACABADO
Q385=500 ;AVANCE DE ACABADO
Q200=2
;DISTANCIA DE SEGURIDAD
Q203=+0
;COORDENADA SUPERFICIE
Q204=50
;2ª. DIST.DE SEGURIDAD
Q366=2
;PROFUNDIZAR
9 CYCL CALL FMAX M3
X
Z
Q200
Q204
Q203
Q368