Estructura de programas – HEIDENHAIN TNC 640 (34059x-04) Manual del usuario
Página 54
Primeros pasos con el TNC 640
1.3
Programar la primera pieza
1
54
TNC 640 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 5/2014
Estructura de programas
Siempre cuando sea posible, los programas de mecanizado
deberían ser parecidos. Con ello se mejora la claridad, acelera la
programación y reduce las fuentes de posibles errores.
Estructura de programa recomendada para mecanizados de
contornos convencionales y sencillos
1 Acceder a la herramienta, definir eje de herramienta
2 Retirar la herramienta
3 Posicionamiento previo en las inmediaciones del punto de inicio
del contorno
4 Realizar posicionamiento previo sobre la pieza o al mismo nivel, si
es necesario, activar cabezal/refrigerante
5 Aproximar al contorno
6 Mecanizar contorno
7 Salida del contorno
8 Retirar la herramienta, finalizar el programa
Informaciones detallada respecto a este tema
Programación de contornos: ver "Movimientos de la herramienta
en el programa"
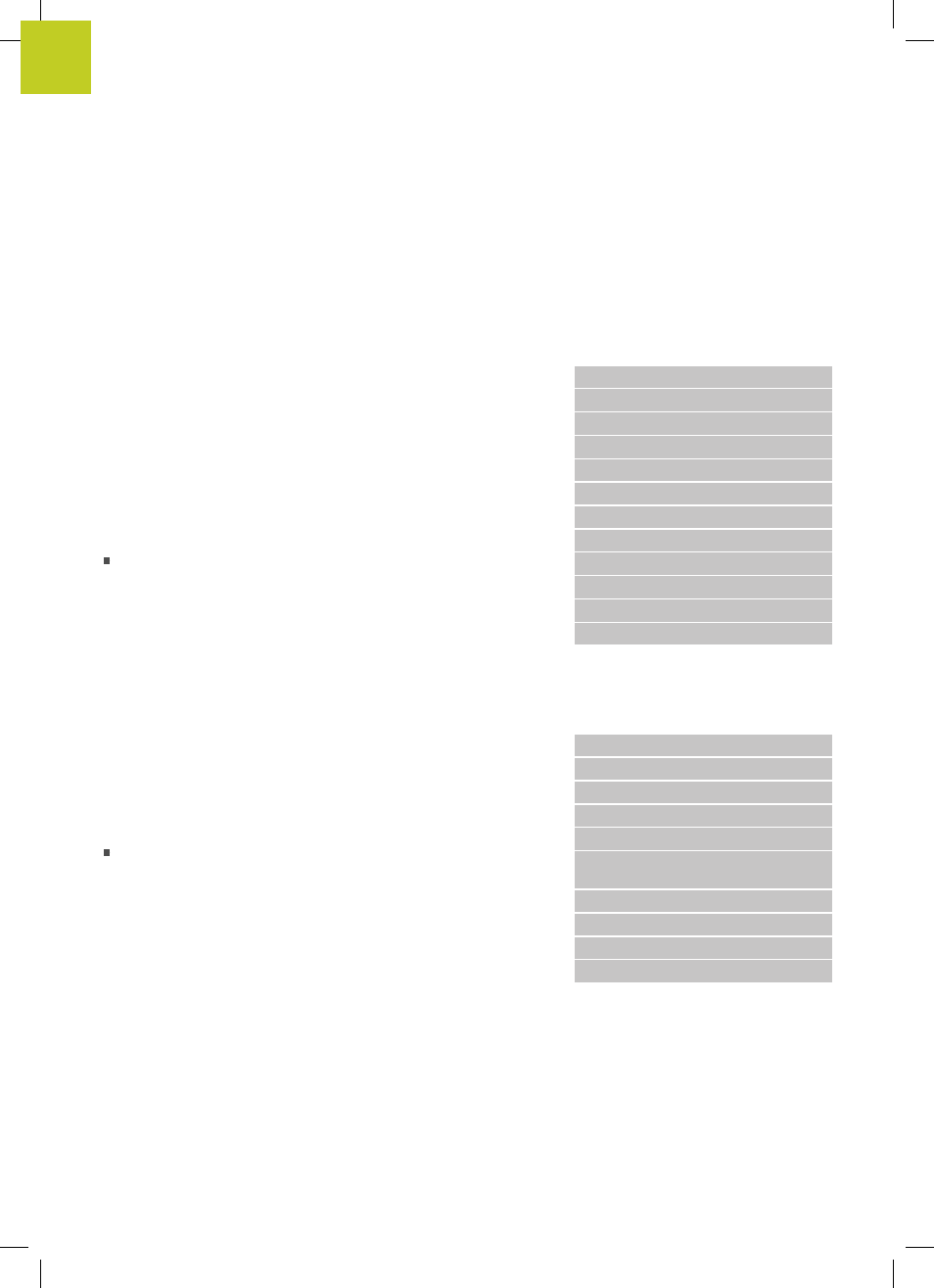
Estructura de programa
Programación de contornos
0 INICIO PGM BSPCONT MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 L X... Y... R0 FMAX
6 L Z+10 R0 F3000 M13
7 APPR ... RL F500
...
16 DEP ... X... Y... F3000 M9
17 L Z+250 R0 FMAX M2
18 FINAL PGM BSPCONT MM
Estructura de programa recomendada para programas con ciclos
sencillos
1 Acceder a la herramienta, definir eje de herramienta
2 Retirar la herramienta
3 Definir posiciones de mecanizado
4 Definir ciclo de mecanizado
5 Llamar ciclo, activar cabezal/refrigerante
6 Retirar la herramienta, finalizar el programa
Informaciones detallada respecto a este tema
Programación de ciclos: Véase el Modo de Empleo Ciclos
Estructura de programa
Programación de ciclos
0 INICIO PGM BSBCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5PATTERN DEFPOS1(X...Y...Z...)... Y...
Z... ) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M13
8 L Z+250 R0 FMAX M2
9 END PGM BSBCYC MM