Ejemplo: esfera convexa con fresa cilíndrica – HEIDENHAIN TNC 640 (34059x-04) Manual del usuario
Página 356
Programación: Parámetros Q
9.13 Ejemplos de programación
9
356
TNC 640 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 5/2014
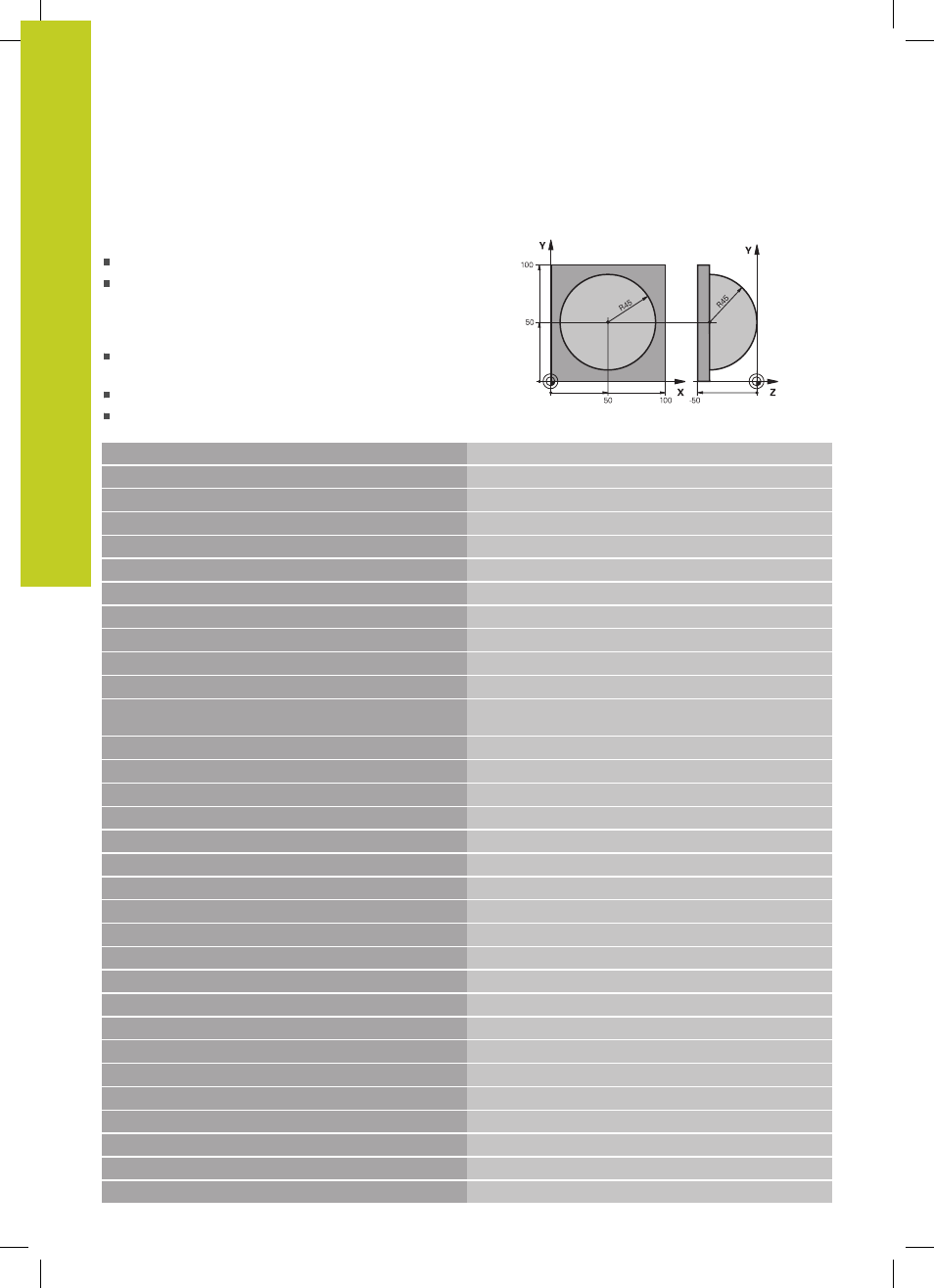
Ejemplo: Esfera convexa con fresa cilíndrica
Desarrollo del programa
El programa solo funciona con una fresa cónica
El contorno de la esfera se define mediante muchas
rectas pequeñas )plano Z/X, se define mediante Q14).
Cuando más pequeño sea el paso angular mejor se
define el contorno.
El número de pasos se determina mediante el paso
angular en el plano (mediante Q18)
La esfera se fresa en pasos 3D de abajo hacia arriba
El radio de la hta. se corrige automáticamente
0 BEGIN PGM ESFERA MM
1 FN 0: Q1 =+50
Centro eje X
2 FN 0: Q2 = +50
Centro eje Y
3 FN 0: Q4 = +90
Ángulo inicial en el espacio (plano Z/X)
4 FN 0: Q5 =+0
Ángulo final en el espacio (plano Z/X)
5 FN 0: Q14 =+5
Paso angular en el espacio
6 FN 0: Q6 =+45
Radio de la esfera
7 FN 0: Q8 = +0
Ángulo inicial en la posición de giro en el plano X/Y
8 FN 0: Q9 = +360
Ángulo final en la posición de giro en el plano X/Y
9 FN 0: Q18 = +10
Paso angular en el plano X/Y para desbaste
10 FN 0: Q10 =+5
Sobremedida del radio de la esfera para el desbaste
11 FN 0: Q11 = +2
Distancia de seguridad para posicionamiento previo en el
eje de hta.
12 FN 0: Q12 = +350
Avance de fresado
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definición de la pieza en bruto
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Llamada a una herramienta
16 L Z+250 R0 FMAX
Retirar la herramienta
17 CALL LBL 10
Llamada al mecanizado
18 FN 0: Q10 =+0
Anular la sobremedida
19 FN 0: Q18 = +5
Paso angular en el plano X/Y para el acabado
20 CALL LBL 10
Llamada al mecanizado
21 L Z+100 R0 FMAX M2
Retirar la herramienta, final del programa
22 LBL 10
Subprograma 10: Mecanizado
23 FN 1: Q23 = +Q11 + +Q6
Cálculo de la coordenada Z para el posicionamiento previo
24 FN 0: Q24 = +Q4
Copiar el ángulo en el espacio (plano Z/X)
25 FN 1: Q26 = +Q6 + +Q108
Corregir el radio de la espera para el posicionamiento previo
26 FN 0: Q28 = +Q8
Copiar la posición de giro en el plano
27 FN 1: Q16 = +Q6 + -Q10
Tener en cuenta la sobremedida en el radio de la esfera
28 CYCL DEF 7.0 PUNTO CERO
Desplazamiento del punto cero al centro de la esfera
29 CYCL DEF 7.1 X+Q1
30 CYCL DEF 7.2 Y+Q2
31 CYCL DEF 7.3 Z-Q16