Corrección del radio del filo de corte srk – HEIDENHAIN TNC 640 (34059x-04) Manual del usuario
Página 491
Funciones básicas (opción de software 50) 14.2
14
TNC 640 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 5/2014
491
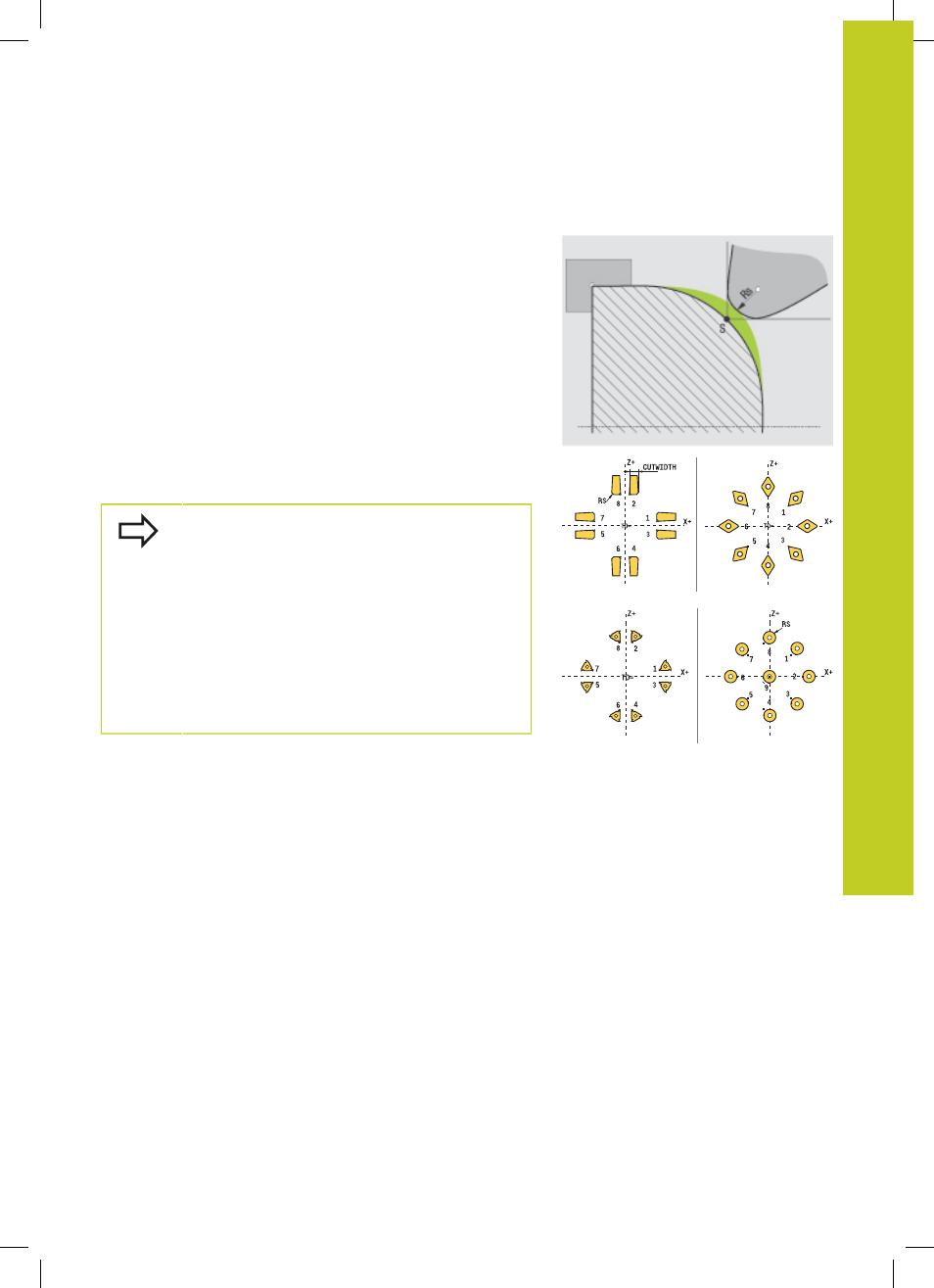
Corrección del radio del filo de corte SRK
Las herramientas de torneado tienen un radio de cuchilla en la
punta de la herramienta (
RS). De ello, en el mecanizado de conos,
fases y radios resultan distorsiones en el contorno puesto que los
recorridos de desplazamiento programados siempre se refieren a la
punta de cuchilla teórica S (véase imagen arriba a la derecha). SRK
evita este tipo de desviaciones.
En los ciclos de torneado, el TNC automáticamente realiza una
corrección del radio de cuchilla. En las frases de desplazamiento
individuales y dentro de contornos programados, SRK se activa con
RL y/o RR.
En los ciclos de torneado, el TNC comprueba la geometría de
cuchilla mediante el ángulo de punta
P-ANGLE y el ángulo de
ajuste
T-ANGLE. El TNC sólo mecaniza los elementos de contorno
posibles con la herramienta correspondiente. El TNC emite un
aviso si queda material restante.
En posición de cuchilla neutral (
TO=2;4;6;8)
la dirección de la corrección de radio no esta
perfectamente definida. En estos casos, SRK sólo es
posible dentro de ciclos.
El TNC también puede realizar una corrección del
radio de cuchilla durante un mecanizado inclinado.
Al respecto es aplicable la limitación siguiente: Si
el mecanizado inclinado se activa con M128, la
corrección del radio de cuchilla sin ciclo, es decir
en las frases de desplazamiento con
RL/RR, no es
posible. Si el mecanizado inclinado se activa con
M144, no existe esta limitación.