5 torsiones de fijación – Flowserve Mark 3 Durco Manual del usuario
Página 45
MARK 3 INSTRUCCIONES PARA EL USARIO ESPANOL 71569106 08-06
Página 45 de 72
flowserve.com
6.5 Torsiones de fijación
Figura 6-2: Torsiones de perno recomendadas
Elemento
Descripción
Grupo 1
no-lubricados
Grupo 2
no-lubricados
Grupo 3
no-lubricados
[6570.12]
Tornillos de cabeza de reten de cojinete -
cojinetes estándar
n/d
n/d
5
/
16
in. – 16 Nm (12 lbf•ft)
[6570.12]
Tornillos de cabeza de reten de cojinete -
cojinetes dobles
3
/
16
in. – 6 Nm (4 lbf•ft)
3
/
16
in. – 6 Nm (4 lbf•ft)
5
/
16
in. –16 Nm (12 lbf•ft)
[6570.5]
Adaptador de tornillos de cabeza y
tuercas/alojamiento de cojinete
n/d
½ in. – 54 Nm (40 lbf•ft)
in. – 122 Nm (90 lbf•ft)
[6580.2]
Barras/tuercas del casquillo del cierre
mecánico, con junta
in. – 16 Nm (12 lbf•ft)
in. – 16 Nm (12 lbf•ft)
½ in. – 41 Nm (30 lbf•ft)
[6580.2]
Barras/tuercas del casquillo del cierre
mecánico, con goma
in. – 27 Nm (20 lbf•ft)
in. – 27 Nm (20 lbf•ft)
½ in. – 54 Nm (40 lbf•ft)
[6580.1] Barras/tuercas del cuerpo
½ in. – 41 Nm (30 lbf•ft)
½ in. – 41 Nm (30 lbf•ft)
in. – 81 Nm (60 lbf•ft)
¾ in. – 136 Nm (100 lbf•ft)
in. – 217 Nm (160 lbf•ft)
[6570.2]
Tornillo de cabeza de tapa/adaptador (pernos
de torsión)
in. – 27 Nm (20 lbf•ft)
in. – 27 Nm (20 lbf•ft)
½ in. – 54 Nm (40 lbf•ft)
[6570.3] Tornillos de presión de cojinete de apoyo
in. – 16 Nm (12 lbf•ft)
½ in. – 41 Nm (30 lbf•ft)
½ in. – 41 Nm (30 lbf•ft)
[6570.4] Tornillos de cabeza de pata
½ in. – 54 Nm (40 lbf•ft) ¾ in. – 217 Nm (160 lbf•ft) 1 in. – 300 Nm (228 lbf•ft)
[6570.13]
Tornillos de cabeza – reflexión cubierta a
cubierta
n/d
in. – 16 Nm (12 lbf•ft)
½ in. – 41 Nm (30 lbf•ft)
[6570.15] Tornillo de cabeza – alojamiento de cojinete
½ in. – 54 Nm (40 lbf•ft)
½ in. – 54 Nm (40 lbf•ft)
n/d
[3712]
Contratuerca de cojinete
27 +4/-0 Nm
(20 +5/-0 lbf•ft)
54 +7 / -0 Nm
(40 +5 / -0 lbf•ft)
95 +7 / -0 Nm
(70 +5 / -0 lbf•ft)
Nota 1. Para roscas lubricadas o revestidas de PTFE, usar 75% de los valores dados.
Nota 2. Los valores de torsión de juntas son para juntas no llenas de PTFE. Otros materiales de junta pueden requerir torsión adicional
para sellar. Valores excesivos de torsión de juntas de metal no son recomendados.
6.6 Configuración del espacio del
impulsor y reemplazamiento del impulsor
Una nueva junta de impulsor [4590.2] debe ser
instalada cuando sea que el impulsor haya sido
removido del eje. La configuración del espacio del
impulsor puede se reencontrada en la sección 5.3.
La configuración del espacio del impulsor puede se
reencontrada en la sección 6.8.
Las bombas autoimprimantes unificadas
Mark 3 requieren que el diámetro externo del
impulsor sea de 3 mm (0.125 in.) del cuerpo del
tajamar. Si este espacio cercano no es mantenido la
bomba no imprime.
No ajuste el espacio del impulsor con
la configuración del sello. Hacer esto puede resultar
en daño y/o escape del sello.
El impulsor puede tener bordes
afilados, que pueden causar daños. Es muy
importante usar guantes fuertes.
Se recomienda que dos personas
instalen un impulsor del Grupo 3. El peso de un
impulsor del Grupo 3 incrementa mucho la
posibilidad de daño en la rosca y subsecuentes
situaciones de bloqueo.
No intente apretar el impulsor en el eje
golpeándolo con un martillo o cualquier otro objeto o
insertando una palanca entre el impulsor de alabes.
Daños serios al impulsor pueden resultar de tales
acciones.
Debe tenerse cuidado en el manejo de
impulsores de hierro de alto cromo
Instale el impulsor [2200] atornillándolo en el eje
(utilice guantes fuertes) hasta que se asiente
firmemente en el eje.
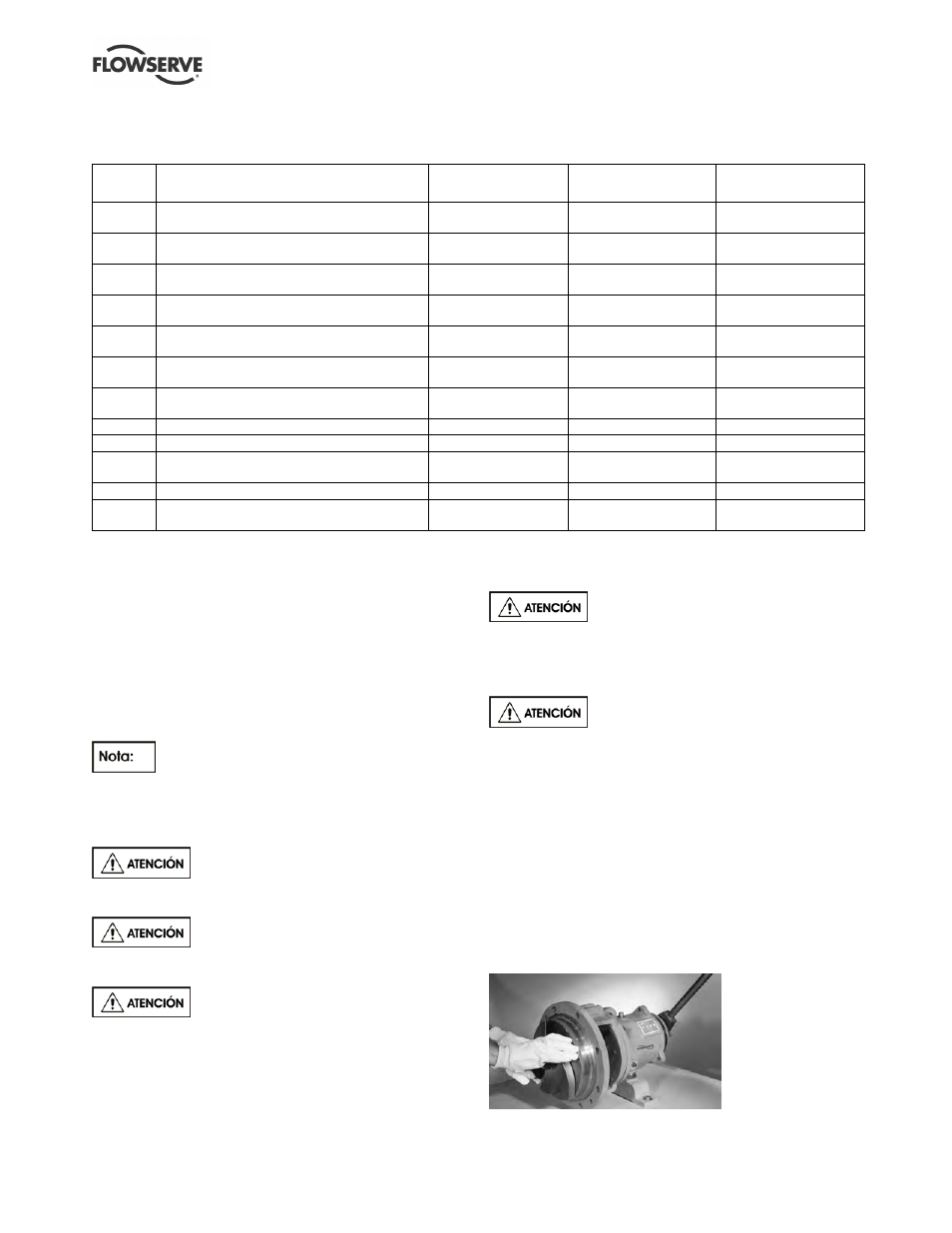
Apriete el impulsor con la llave de impulsor del kit de
herramientas Flowserve Mark 3. Para hacer esto,
agarre el impulsor con ambas manos, con el mango
de la llave de impulsor hacia la izquierda (visto desde
el terminal del impulsor hacia el eje - figura 6-3) gire
el impulsor fuertemente hacia la derecha para
impactar el mango de la llave de impulsor sobre la
superficie de trabajo hacia al derecha. (Figura 6-4.)
Figura 6-3